
一种半固态压叶轮近成形生产方法.pdf

努力****妙风

1/7

2/7

3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种半固态压叶轮近成形生产方法.pdf
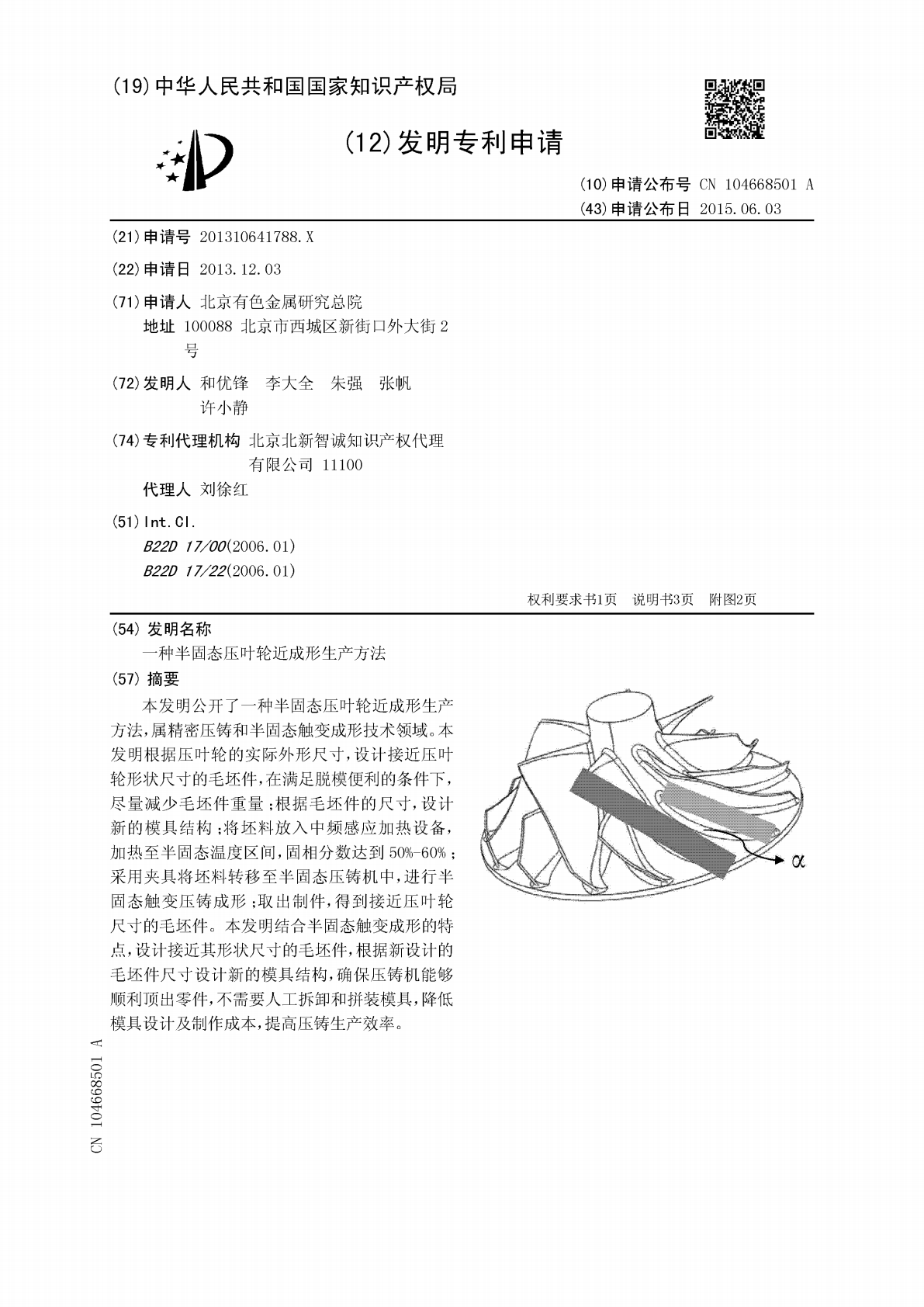
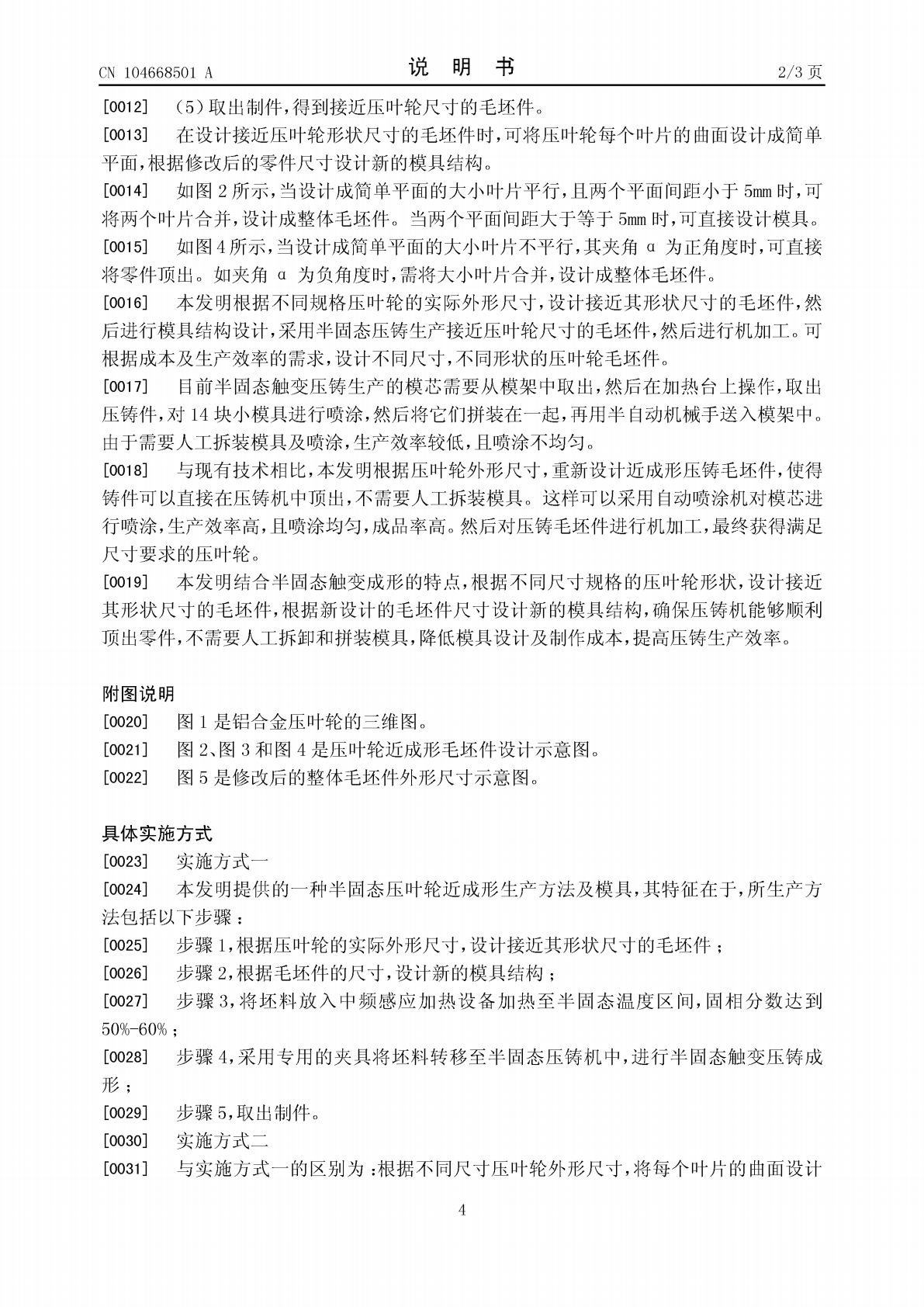
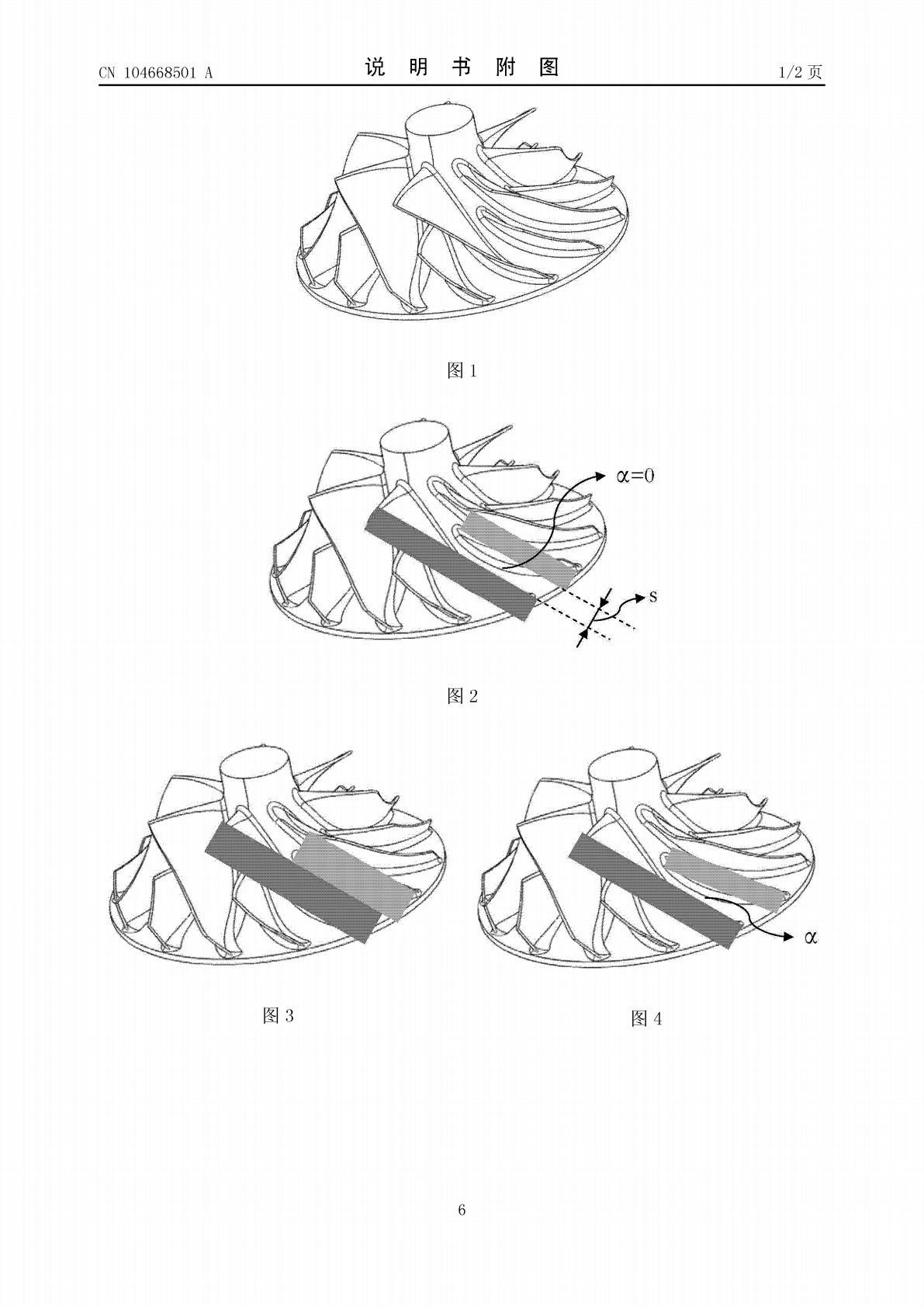
本发明公开了一种半固态压叶轮近成形生产方法,属精密压铸和半固态触变成形技术领域。本发明根据压叶轮的实际外形尺寸,设计接近压叶轮形状尺寸的毛坯件,在满足脱模便利的条件下,尽量减少毛坯件重量;根据毛坯件的尺寸,设计新的模具结构;将坯料放入中频感应加热设备,加热至半固态温度区间,固相分数达到50%-60%;采用夹具将坯料转移至半固态压铸机中,进行半固态触变压铸成形;取出制件,得到接近压叶轮尺寸的毛坯件。本发明结合半固态触变成形的特点,设计接近其形状尺寸的毛坯件,根据新设计的毛坯件尺寸设计新的模具结构,确保压铸机

一种低成本半固态触变精密成形压叶轮的制造方法.pdf
本发明涉及一种低成本半固态触变精密成形压叶轮的制造方法,属精密压铸和半固态触变成形技术领域。将采用半固态坯料生产压叶轮的压余加工成凸台,作为生产压叶轮原始坯料的底部,重新组合得到压叶轮生产用坯料;将组合得到的压叶轮生产用坯料加热至半固态温度区间,固相分数达到55~65%,得半固态坯料;将所得半固态坯料转移至半固态压铸机中,进行半固态触变压铸成形。本发明充分利用现有半固态触变压铸压叶轮的压余,通过对其做简单的机加工处理,与原始的半固态坯料结合,重新作为新的触变成形用半固态坯料生产压叶轮,其显微组织及力学性能

一种钢质叶轮半固态触变锻造成形工艺.pdf
本发明公开了一种钢质叶轮半固态触变锻造成形工艺,包括如下步骤:1)根据钢质叶轮的尺寸制造半固态触变锻造成形模具;2)切割下料;3)将已精确下料的坯料放入炉温为始锻温度的加热炉中加热保温;4)对坯料进行轴向镦粗,镦粗后再将坯料拔长;5)按指定次数重复步骤4);6)再将坯料加热至钢的半固态温度1250℃~1450℃,并保温一段时间,获得钢质叶轮触变锻造成形的半固态坯料;7)将半固态坯料在模具中进行锻造成形。本发明为钢质叶轮类高熔点合金薄壁复杂零件的近终成形:与精密锻造相比,成形压力小,易于流动充填模具;与铸造
一种半固态成形的对拉螺栓.pdf
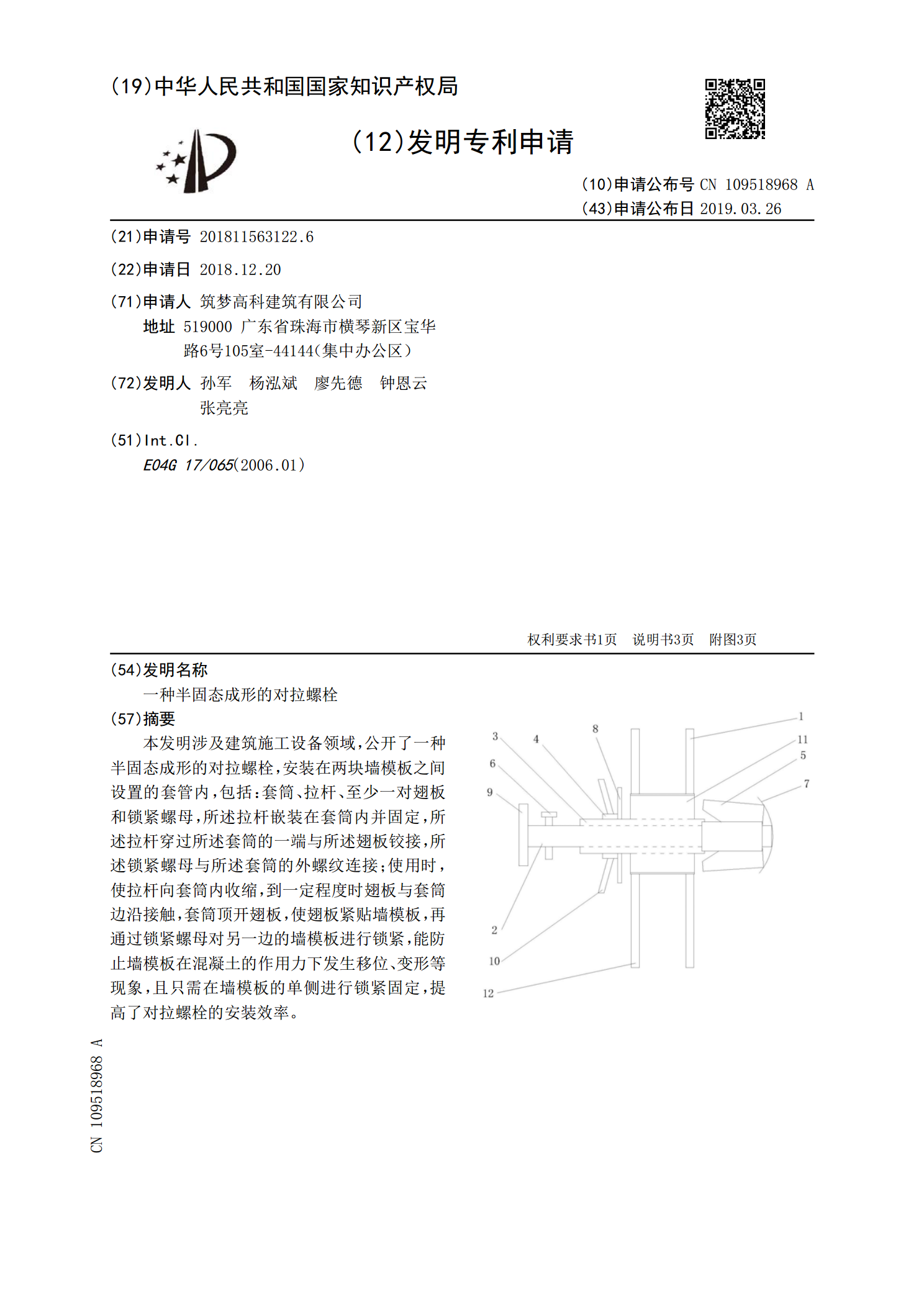
本发明涉及建筑施工设备领域,公开了一种半固态成形的对拉螺栓,安装在两块墙模板之间设置的套管内,包括:套筒、拉杆、至少一对翅板和锁紧螺母,所述拉杆嵌装在套筒内并固定,所述拉杆穿过所述套筒的一端与所述翅板铰接,所述锁紧螺母与所述套筒的外螺纹连接;使用时,使拉杆向套筒内收缩,到一定程度时翅板与套筒边沿接触,套筒顶开翅板,使翅板紧贴墙模板,再通过锁紧螺母对另一边的墙模板进行锁紧,能防止墙模板在混凝土的作用力下发生移位、变形等现象,且只需在墙模板的单侧进行锁紧固定,提高了对拉螺栓的安装效率。

一种半固态流变成形低压铸造方法.pdf
本发明公开了一种半固态流变成形低压铸造方法,属于低压铸造领域。本方法所用装置包括机架、保温炉和升液管;保温炉中设有用于盛放金属熔体的坩埚,在坩埚的外周侧由内至外同轴设有下冷却水管、下绝热管、坩埚加温器和下电磁搅拌器;坩埚内的液面上方设有与外界连通的进气管和出气管,坩埚内设有伸入液面下方的热电偶和升液管,升液管的另一端与模具型腔连通;位于坩埚外部的升液管的外周侧由内至外同轴设有上冷却水管、上绝热管、加热装置和上电磁搅拌器。本发明打破了传统低压铸造机的局限,生产的半固态成形件组织致密,内部气孔、偏析等缺陷少,