
奥氏体不锈钢焊缝手工超声波TRL探头检测方法的探讨.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

奥氏体不锈钢焊缝手工超声波TRL探头检测方法的探讨.docx
奥氏体不锈钢焊缝手工超声波TRL探头检测方法的探讨题目:奥氏体不锈钢焊缝手工超声波TRL探头检测方法的探讨摘要:奥氏体不锈钢焊缝是应用广泛的焊接材料之一,其质量对于保证焊接结构的强度和耐腐蚀性具有重要意义。本文通过手工超声波TRL(TimeReversalLens)探头来探讨奥氏体不锈钢焊缝的检测方法。首先介绍了奥氏体不锈钢的特点及焊接过程中可能产生的缺陷类型。接着分析了手工超声波TRL探头的原理及其在奥氏体不锈钢焊缝检测中的应用。然后,阐述了TRL探头的选择、超声波检测参数的优化以及信号处理方法的研究。

薄板奥氏体不锈钢对接焊缝超声波探伤方法.docx
薄板奥氏体不锈钢对接焊缝超声波探伤方法摘要本文主要研究了薄板奥氏体不锈钢对接焊缝超声波探伤方法。首先介绍了奥氏体不锈钢的特性和对接焊缝的问题。然后,对超声波探伤的原理和方法进行了详细的说明,特别是介绍了TOFD和PA技术的优点。最后,总结了薄板奥氏体不锈钢对接焊缝超声波探伤的研究现状和发展趋势。关键词:薄板奥氏体不锈钢;对接焊缝;超声波探伤;TOFD;PA。正文1.引言奥氏体不锈钢是一种广泛应用于船舶、化工、食品等领域的材料。薄板奥氏体不锈钢因其良好的耐腐蚀性和机械性能而被广泛使用。但是,在生产和使用过程

奥氏体不锈钢焊缝超声阵列检测方法研究.docx
奥氏体不锈钢焊缝超声阵列检测方法研究标题:奥氏体不锈钢焊缝超声阵列检测方法研究摘要:随着奥氏体不锈钢的广泛应用,对其焊接接头的质量要求也越来越高。超声阵列检测技术作为一种高效、非破坏性的检测方法,具有灵敏度高、分辨率高、可靠性强等优点,逐渐成为奥氏体不锈钢焊缝检测的重要手段。本文综述了奥氏体不锈钢焊缝超声阵列检测方法的研究现状,并着重介绍了超声阵列检测中的成像算法、声学耦合和探头设计等关键技术。最后,介绍了奥氏体不锈钢焊缝超声阵列检测的应用前景,对未来的研究方向进行展望。关键词:奥氏体不锈钢;焊缝;超声阵
可转角度超声波探头及焊缝缺陷超声波检测方法.pdf
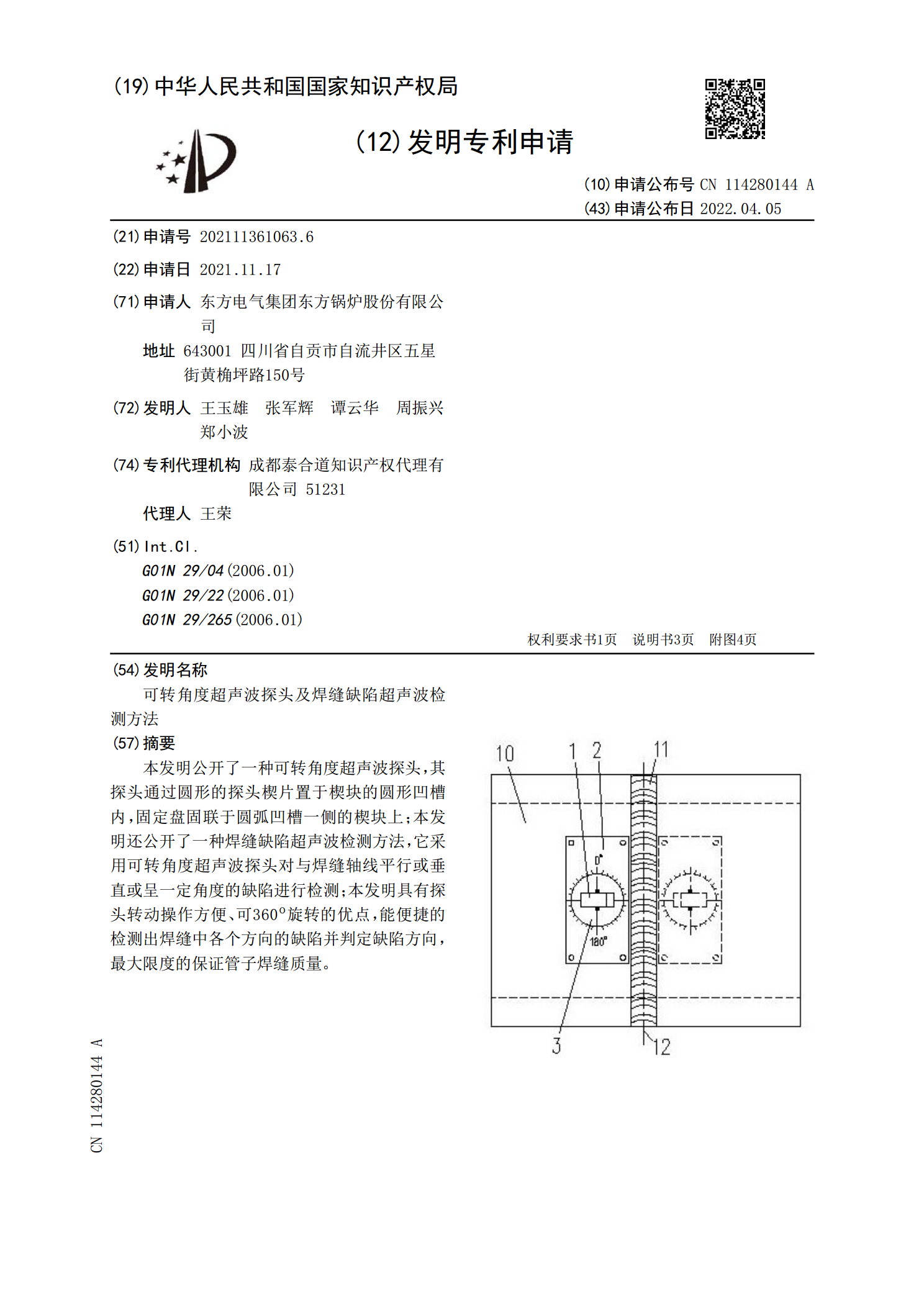
本发明公开了一种可转角度超声波探头,其探头通过圆形的探头楔片置于楔块的圆形凹槽内,固定盘固联于圆弧凹槽一侧的楔块上;本发明还公开了一种焊缝缺陷超声波检测方法,它采用可转角度超声波探头对与焊缝轴线平行或垂直或呈一定角度的缺陷进行检测;本发明具有探头转动操作方便、可360º旋转的优点,能便捷的检测出焊缝中各个方向的缺陷并判定缺陷方向,最大限度的保证管子焊缝质量。

安全端异种金属焊缝超声检测中TRL探头的选用及应用技巧.docx
安全端异种金属焊缝超声检测中TRL探头的选用及应用技巧标题:安全端异种金属焊缝超声检测中TRL探头的选用及应用技巧摘要:随着工业技术的不断发展,异种金属焊接在航空航天、核能、石化等领域中得到广泛应用。然而,焊接缺陷的存在极大地影响着焊缝的质量与可靠性。因此,超声检测作为一种非破坏性检测方法在异种金属焊缝的质量控制中起到了至关重要的作用。本论文将重点探讨安全端异种金属焊缝超声检测中TRL探头的选择与应用技巧,并对其未来发展进行展望。第一节引言1.1背景1.2目的与意义第二节异种金属焊接的问题与挑战2.1异种