
小方坯连铸自动加保护渣的研究与实现.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

小方坯连铸自动加保护渣的研究与实现.docx
小方坯连铸自动加保护渣的研究与实现引言小方坯连铸技术被广泛应用于钢铁生产中,其优点在于生产效率高、能耗低、产品质量稳定等诸多方面。然而,在连铸过程中,铸造过程中的保护渣是一个非常重要的因素,用以保护铸态钢液免受空气氧化。同时,保护渣还具有保护铸坯表面、润滑、保温等作用,为保证铸坯的质量和稳定性非常重要。因此,研究和实现自动加保护渣的技术,对于提高连铸生产效率和产品质量具有重要的意义。一、小方坯连铸中保护渣作用及其要求连铸保护渣的作用主要有三个方面:一是保护铸态钢液不受氧化;二是渣浆润滑和铸坯表面保护;三是
圆坯连铸保护渣自动加入装置.pdf
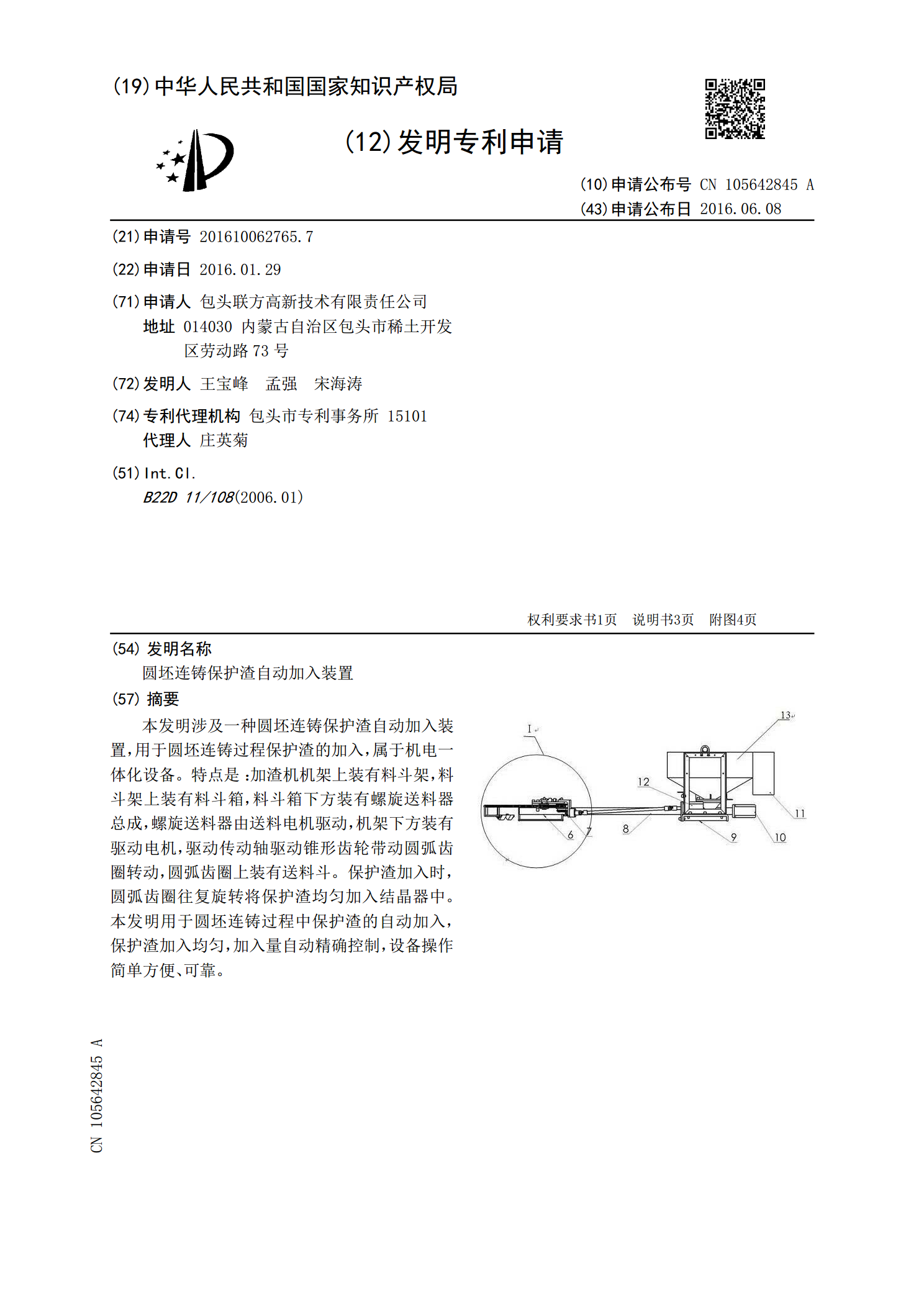
本发明涉及一种圆坯连铸保护渣自动加入装置,用于圆坯连铸过程保护渣的加入,属于机电一体化设备。特点是:加渣机机架上装有料斗架,料斗架上装有料斗箱,料斗箱下方装有螺旋送料器总成,螺旋送料器由送料电机驱动,机架下方装有驱动电机,驱动传动轴驱动锥形齿轮带动圆弧齿圈转动,圆弧齿圈上装有送料斗。保护渣加入时,圆弧齿圈往复旋转将保护渣均匀加入结晶器中。本发明用于圆坯连铸过程中保护渣的自动加入,保护渣加入均匀,加入量自动精确控制,设备操作简单方便、可靠。

连铸小方坯弯曲变形的研究.docx
连铸小方坯弯曲变形的研究连铸小方坯弯曲变形的研究摘要:连铸小方坯是铸造行业中常见的一种产品,其在生产过程中可能出现的弯曲变形问题会严重影响产品质量和生产效率。本文旨在对连铸小方坯的弯曲变形进行研究,通过分析弯曲变形的原因和影响因素,探讨了减小弯曲变形的方法和措施。本研究对连铸小方坯的生产工艺和制造过程具有一定的理论与实践指导意义。关键词:连铸小方坯;弯曲变形;原因分析;减少方法1.引言连铸小方坯广泛应用于钢铁、有色金属等行业中,其产品质量直接关系到下游加工工艺和产品性能。然而,在连铸生产中,小方坯可能会出

连铸小方坯热应力模型的研究.docx
连铸小方坯热应力模型的研究连铸小方坯热应力模型的研究摘要:连铸是一种常见的金属铸造工艺,其中连铸小方坯是一种主要的板坯形式。在连铸过程中,热应力是导致板坯变形和表面缺陷的主要原因之一。因此,研究连铸小方坯的热应力模型对于优化连铸工艺和提高产品质量具有重要意义。本论文首先介绍了连铸过程中小方坯的制备与应用情况。然后详细介绍了连铸小方坯的热应力形成机制。接着,对连铸小方坯的热应力模型进行了研究,并对模型的建立方法进行了讨论。最后,通过实验验证了所建立的热应力模型。在连铸过程中,高温熔融金属注入到连铸机中,然后
大断面圆坯管线钢连铸坯保护渣.pdf
本发明公开了一种大断面圆坯管线钢连铸坯保护渣,其成分有玻璃粉、萤石粉、工业纯碱、N220灯黑、高品位碳粉、鳞片石墨粉、硅灰石粉、石灰石粉、轻烧镁砂粉、高炉水渣粉,其重量百分比分别是14%、12%、2%、2%、2%、2%、20%、8%、9%、29%。在结晶器内,铺展性良好,化渣均匀,液面稳定的情况下,渣圈生长缓慢,不用挑渣条,液渣层9~12mm,渣耗量0.62kg/t,铸坯表面质量合格率达98%以上,同时未发生粘结及漏钢现象,满足了¢700~800mm断面圆坯管线钢连铸对保护渣性能的要求。