
连续差厚板的轧制装置.pdf

音景****ka


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

连续差厚板的轧制装置.pdf
本发明公开了一种连续差厚板的轧制装置,包括底座、可滑动的设置在底座上的轧制机构、用于带动轧制机构运动的驱动机构,所述轧制机构包括滑块、轧辊和导向板,所述轧辊可转动的设置在滑块中,所述导向板位于滑块外侧,该导向板可拆卸的安装在底座上,所述导向板内沿横向设有导向滑槽,所述滑块和轧辊分别与导向滑槽滑动连接。本发明不仅结构简单,可实现仿形加工,通用性强,并且可根据加工要求生产出过渡轮廓为复杂曲线(过渡区为曲面)的差厚板,具有适应性广,生产组织灵活,投资成本低的优点。

轧制差厚板的综合成形性能研究的开题报告.docx
轧制差厚板的综合成形性能研究的开题报告题目:轧制差厚板的综合成形性能研究一、研究背景和意义差厚板是指板材在轧制过程中其同一标准宽度上,板材厚度出现波动的板材。差厚板的存在会对产品的性能和加工成本产生不良影响,同时也会增加加工难度,严重影响板材的品质。因此,对差厚板的研究具有重要的理论和现实意义。目前国内外对差厚板的研究还比较少,轧制差厚板的成形性能研究更是空白。因此,本次研究拟对轧制差厚板的综合成形性能进行研究,以期为行业提供理论指导并推广应用。二、研究内容及方法本次研究主要涉及轧制差厚板的力学性能、成形
一种还原轧制复合生产厚板和特厚板的方法及其装置.pdf
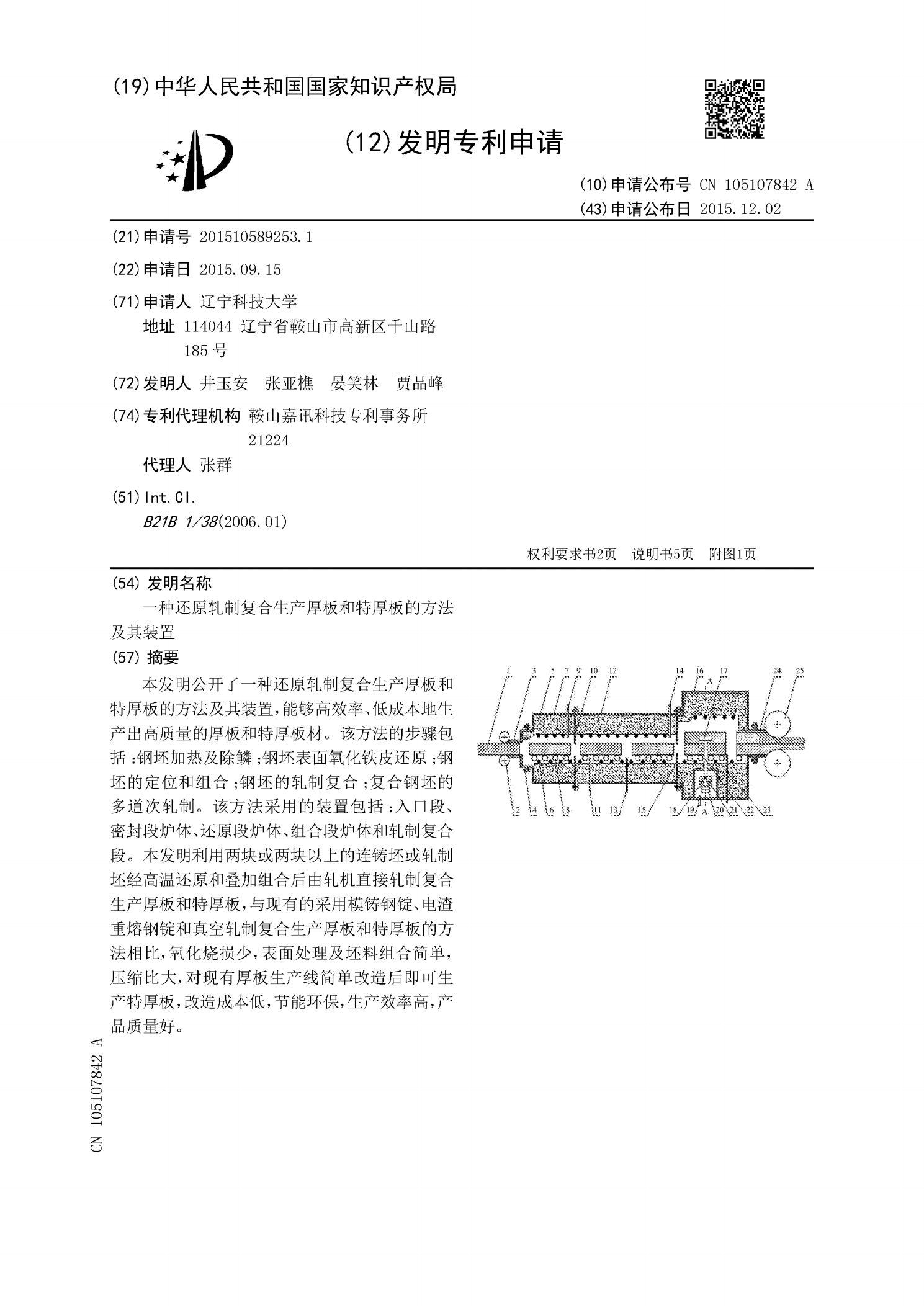
本发明公开了一种还原轧制复合生产厚板和特厚板的方法及其装置,能够高效率、低成本地生产出高质量的厚板和特厚板材。该方法的步骤包括:钢坯加热及除鳞;钢坯表面氧化铁皮还原;钢坯的定位和组合;钢坯的轧制复合;复合钢坯的多道次轧制。该方法采用的装置包括:入口段、密封段炉体、还原段炉体、组合段炉体和轧制复合段。本发明利用两块或两块以上的连铸坯或轧制坯经高温还原和叠加组合后由轧机直接轧制复合生产厚板和特厚板,与现有的采用模铸钢锭、电渣重熔钢锭和真空轧制复合生产厚板和特厚板的方法相比,氧化烧损少,表面处理及坯料组合简单,
闭锁元件、轧制线和连续铸造装置.pdf
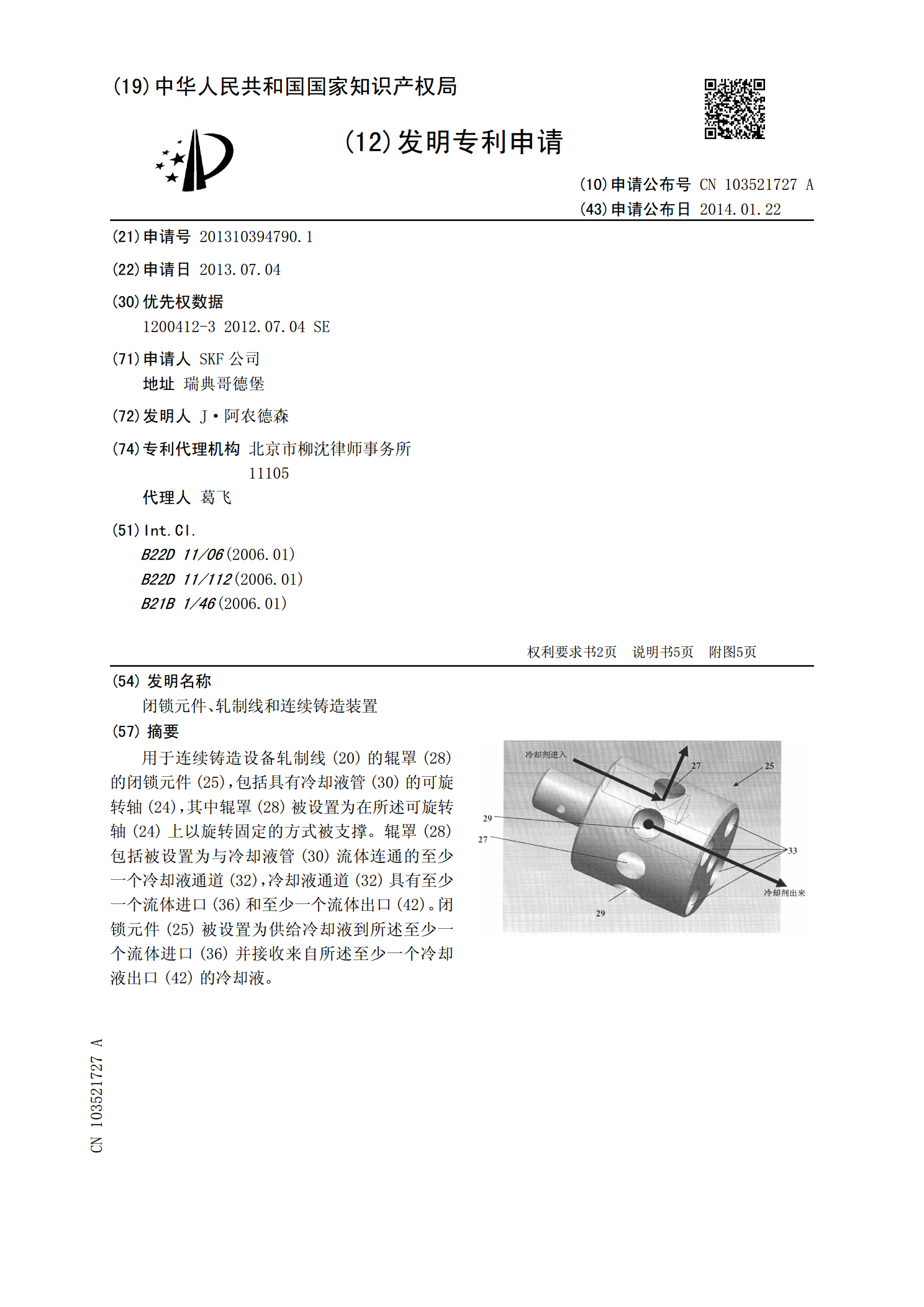
用于连续铸造设备轧制线(20)的辊罩(28)的闭锁元件(25),包括具有冷却液管(30)的可旋转轴(24),其中辊罩(28)被设置为在所述可旋转轴(24)上以旋转固定的方式被支撑。辊罩(28)包括被设置为与冷却液管(30)流体连通的至少一个冷却液通道(32),冷却液通道(32)具有至少一个流体进口(36)和至少一个流体出口(42)。闭锁元件(25)被设置为供给冷却液到所述至少一个流体进口(36)并接收来自所述至少一个冷却液出口(42)的冷却液。
宽幅钛合金厚板轧制方法.pdf
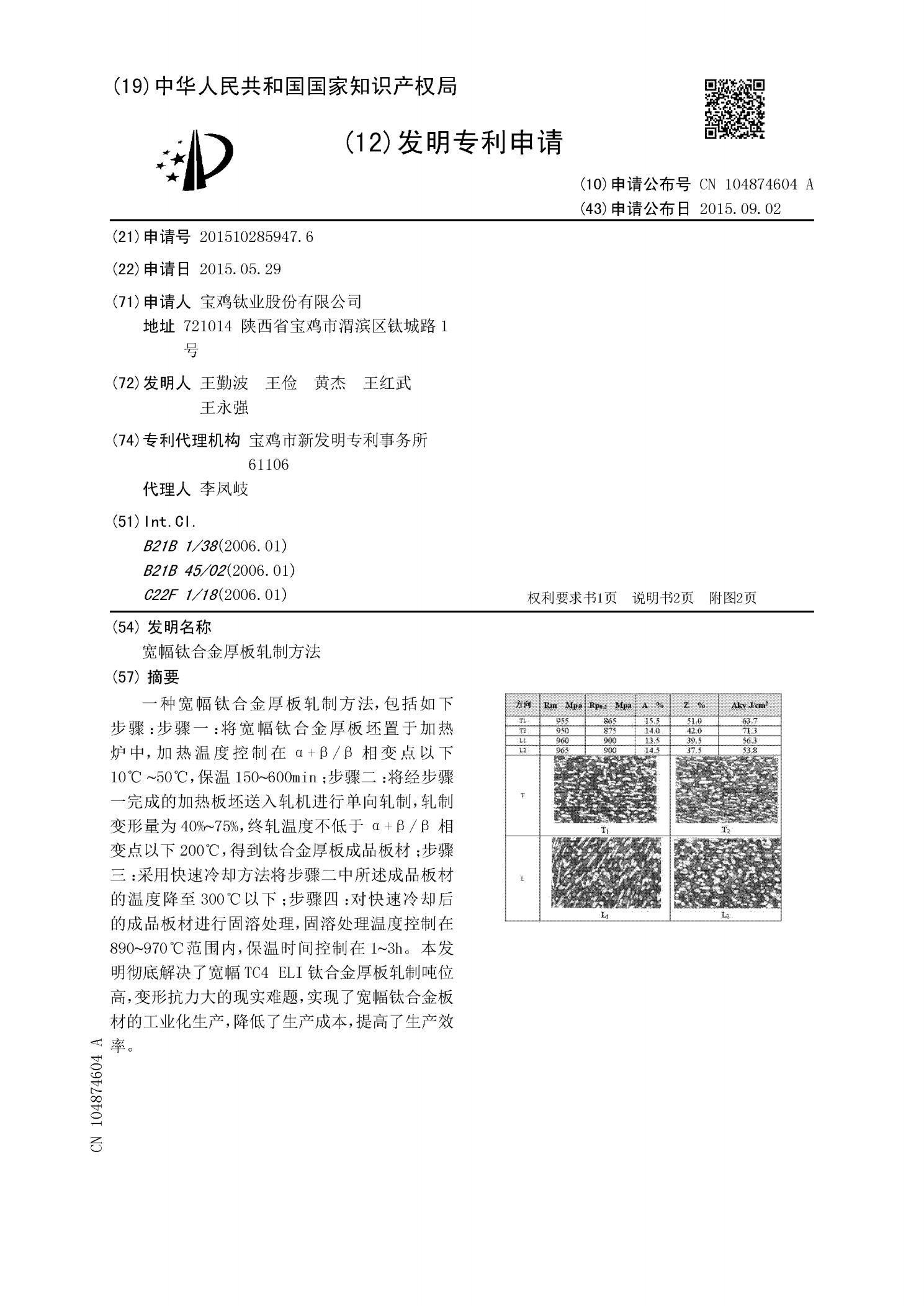
一种宽幅钛合金厚板轧制方法,包括如下步骤:步骤一:将宽幅钛合金厚板坯置于加热炉中,加热温度控制在α+β/β相变点以下10℃~50℃,保温150~600min;步骤二:将经步骤一完成的加热板坯送入轧机进行单向轧制,轧制变形量为40%~75%,终轧温度不低于α+β/β相变点以下200℃,得到钛合金厚板成品板材;步骤三:采用快速冷却方法将步骤二中所述成品板材的温度降至300℃以下;步骤四:对快速冷却后的成品板材进行固溶处理,固溶处理温度控制在890~970℃范围内,保温时间控制在1~3h。本发明彻底解决了宽幅T