
CO2气体保护焊培训.pptx

胜利****实阿


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共95页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

CO2气体保护焊培训.pptx
1CO2气体保护焊学习资料目录第一部分:CO2气体保护焊基础认知第二部分:焊接符号认知第三部分:焊接旳操作基础第四部分:CO2气体保护焊常见缺陷及对策第五部分:焊缝检验(外观、尺寸、强度)第六部分:其他注意事项第一部分:CO2气体保护焊基础认知1.常见专业术语:④什么是熔滴?答:焊丝先端受热后熔化,并向熔池过渡旳液态金属滴---叫做熔滴。⑤什么是熔池?答:熔焊时焊件上所形成旳具有一定几何形状旳液态金属部分---叫做熔池。⑥什么是焊缝?答:焊接后焊件中所形成旳结合部分。⑦什么是焊缝金属?答:由熔化旳母材和填

CO2气体保护焊培训.pptx
会计学CO2气体保护焊学习资料目录第一部分:CO2气体保护焊基础认知第二部分:焊接符号认知第三部分:焊接的操作基础第四部分:CO2气体保护焊常见缺陷及对策第五部分:焊缝检验(外观、尺寸、强度)第六部分:其它注意事项第一部分:CO2气体保护焊基础认知1.常见专业术语:④什么是熔滴?答:焊丝先端受热后熔化,并向熔池过渡的液态金属滴---叫做熔滴。⑤什么是熔池?答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分---叫做熔池。⑥什么是焊缝?答:焊接后焊件中所形成的结合部分。⑦什么是焊缝金属?答:由熔化的母材
CO2气体保护焊培训.ppt
2018年鑫光高级电焊工培训班CO2气体保护焊学习资料目录第一部分:CO2气体保护焊基础认知第二部分:焊接符号认知第三部分:焊接的操作基础第四部分:CO2气体保护焊常见缺陷及对策第五部分:焊缝检验(外观、尺寸、强度)第六部分:其它注意事项第一部分:CO2气体保护焊基础认知1.常见专业术语:④什么是熔滴?答:焊丝先端受热后熔化,并向熔池过渡的液态金属滴---叫做熔滴。⑤什么是熔池?答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分---叫做熔池。⑥什么是焊缝?答:焊接后焊件中所形成的结合部分。⑦什么是焊
CO2气体保护焊培训教程.ppt
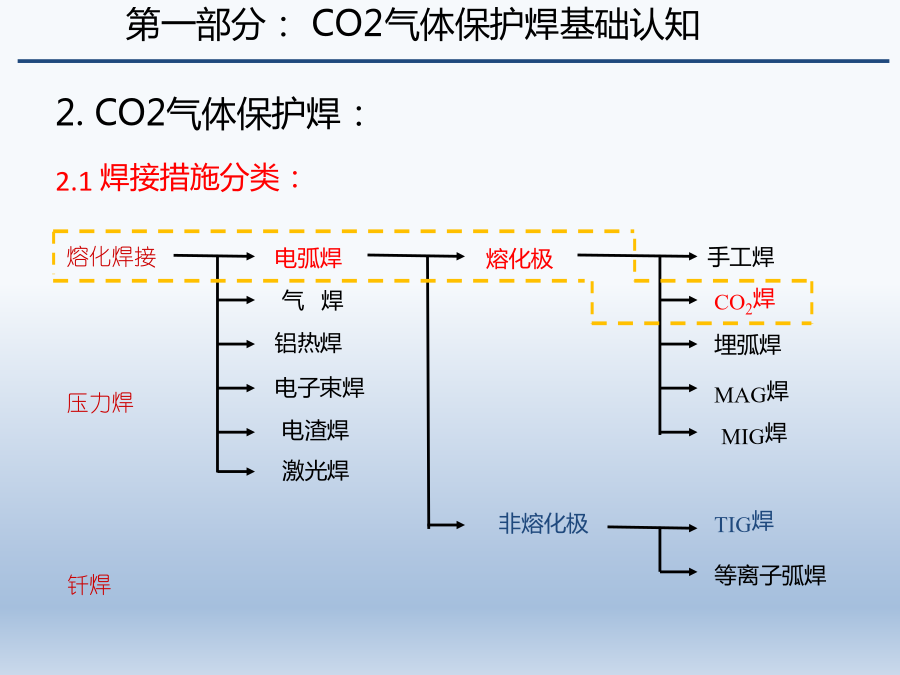
引进先进的焊接技术架起科学生产的桥梁.焊接质量管理五要素CO2焊接技能培训内容1.1焊接方法分类电弧焊:以气体导电时产生的电弧热为热源。熔化极:焊丝或焊条既是电极又是填充金属。非熔化极:电极(钨极)不熔化。MIG焊:金属极(熔化极)惰性气体保护焊TIG焊:钨极(非熔化极)惰性气体保护焊MAG焊:金属极(熔化极)活性气体保护焊CO2焊:二氧化碳气体保护焊(MAG—C焊)气体保护焊的定义:用外加气体作为电弧介质并保护电弧和焊接区的电弧焊称为气体保护电弧焊简称气体保护焊
CO2气体保护焊焊接培训.doc
CO2气体保护焊焊接培训一、焊接工艺参数1适用范围本标准适用于本公司生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气体保护焊的基本要求。注:产品有工艺标准按工艺标准执行。1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》GB.985-882术语2.1母材:被焊的材料2.2焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。2.3层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。2.4船形焊:T形、十字形和角接接头处于水平位置进行的焊接.3焊接准备3.1按图纸要求进行工