
混合气体保护焊.pptx

胜利****实阿

1/10
2/10

3/10

4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
混合气体保护焊.pptx
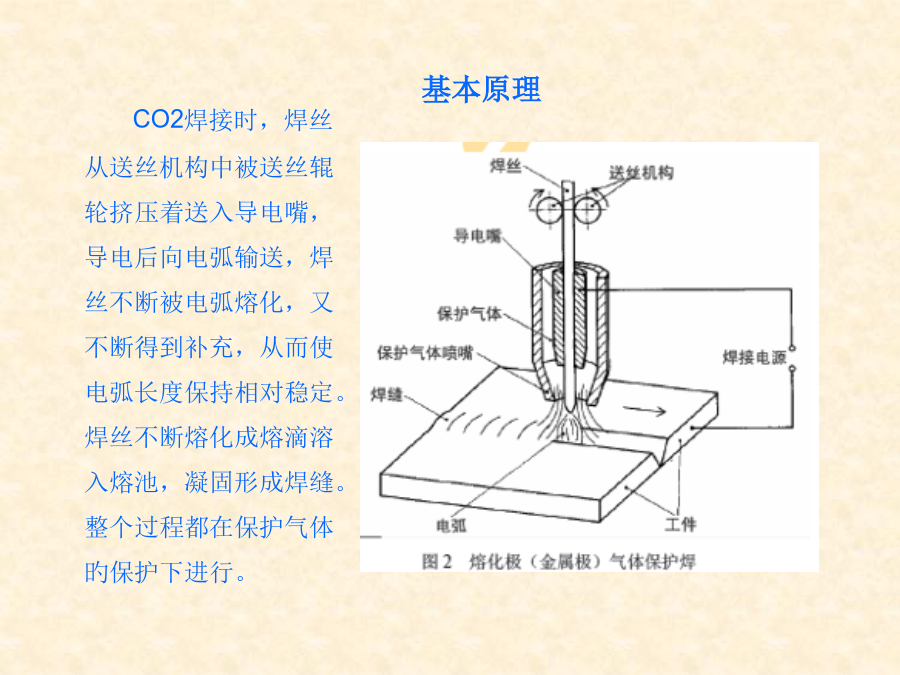
MAG焊CO2焊接时,焊丝从送丝机构中被送丝辊轮挤压着送入导电嘴,导电后向电弧输送,焊丝不断被电弧熔化,又不断得到补充,从而使电弧长度保持相对稳定。焊丝不断熔化成熔滴溶入熔池,凝固形成焊缝。整个过程都在保护气体旳保护下进行。CO2气体保护焊设备鹅颈式焊枪焊丝保护气体CO2气体保护焊特点电特征熔滴过渡颗粒过渡大颗粒过渡(滴状过渡)射流过渡半短路过渡焊缝成形好,但飞溅很大,可用于6-8mm中厚钢板焊接。如Φ1.2mm焊丝,180-240A,24-31V时会发生半短路过渡。这种过渡方式使用不多。三种过渡方式比较

混合气体保护焊PPT.ppt
MAG焊CO2焊接时,焊丝从送丝机构中被送丝辊轮挤压着送入导电嘴,导电后向电弧输送,焊丝不断被电弧熔化,又不断得到补充,从而使电弧长度保持相对稳定。焊丝不断熔化成熔滴溶入熔池,凝固形成焊缝。整个过程都在保护气体的保护下进行。CO2气体保护焊设备鹅颈式焊枪焊丝保护气体CO2气体保护焊特点电特性熔滴过渡颗粒过渡大颗粒过渡(滴状过渡)射流过渡半短路过渡焊缝成形好,但飞溅很大,可用于6-8mm中厚钢板焊接。如Φ1.2mm焊丝,180-240A,24-31V时会发生半短路过渡。这种过渡方式使用不多。三种过渡方式比较

混合气体保护焊的试验研究.docx
混合气体保护焊的试验研究混合气体保护焊的试验研究摘要:混合气体保护焊是一种新型的保护焊方法,通过混合气体的使用,可以改善焊接过程中的热影响区,提高焊缝质量,降低焊接变形和气孔的产生。本论文通过对混合气体保护焊进行试验研究,探索混合气体保护焊在不同条件下的焊接性能和效果,并对其适用范围和优点进行分析与讨论。关键词:混合气体保护焊;试验研究;焊接性能;效果分析第一章引言1.1研究背景保护焊是金属材料加工中常用的一种焊接方法,通过提供保护气体,防止焊接过程中氧气进入焊缝区域,减少氧化反应,提高焊接质量。传统的保

混合气体保护焊技术问答.docx
混合气体保护焊技术问答混合气体保护焊技术问答引言:混合气体保护焊是一种常用的焊接方法,它在保护焊过程中使用了一种或多种气体混合而成的气体,在焊接过程中起到保护金属焊接部分的作用。混合气体保护焊技术不仅可以提高焊接质量和效率,还能减少焊接过程中的有害气体产生,对环境友好。本篇论文将以问答方式介绍混合气体保护焊技术的相关问题和解答。一、混合气体保护焊技术的基本原理问题1:混合气体保护焊的基本原理是什么?回答:混合气体保护焊的基本原理是通过在焊接区域形成一层气体保护阻挡热量、氧气和其他有害气体的进入,以保证焊接
混合气体保护焊Pppt课件.ppt
MAG焊CO2焊接时,焊丝从送丝机构中被送丝辊轮挤压着送入导电嘴,导电后向电弧输送,焊丝不断被电弧熔化,又不断得到补充,从而使电弧长度保持相对稳定。焊丝不断熔化成熔滴溶入熔池,凝固形成焊缝。整个过程都在保护气体的保护下进行。CO2气体保护焊设备鹅颈式焊枪焊丝保护气体CO2气体保护焊特点电特性熔滴过渡颗粒过渡大颗粒过渡(滴状过渡)射流过渡半短路过渡焊缝成形好,但飞溅很大,可用于6-8mm中厚钢板焊接。如Φ1.2mm焊丝,180-240A,24-31V时会发生半短路过渡。这种过渡方式使用不多。三种过渡方式比较