
车床加工Mastercam数控车床加工教程非常详细.pptx

胜利****实阿

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共85页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

车床加工Mastercam数控车床加工教程非常详细.pptx
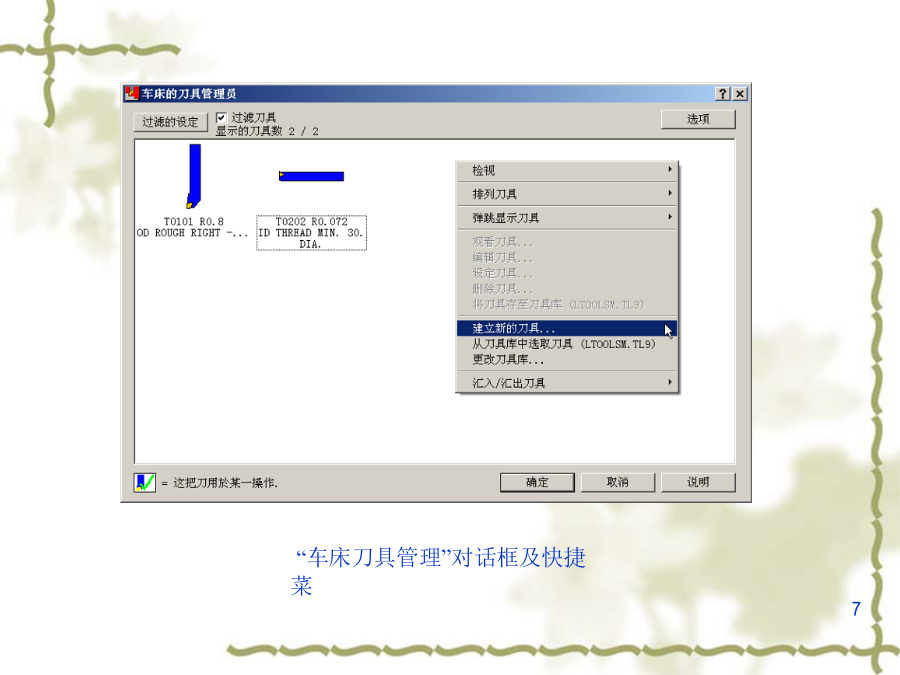
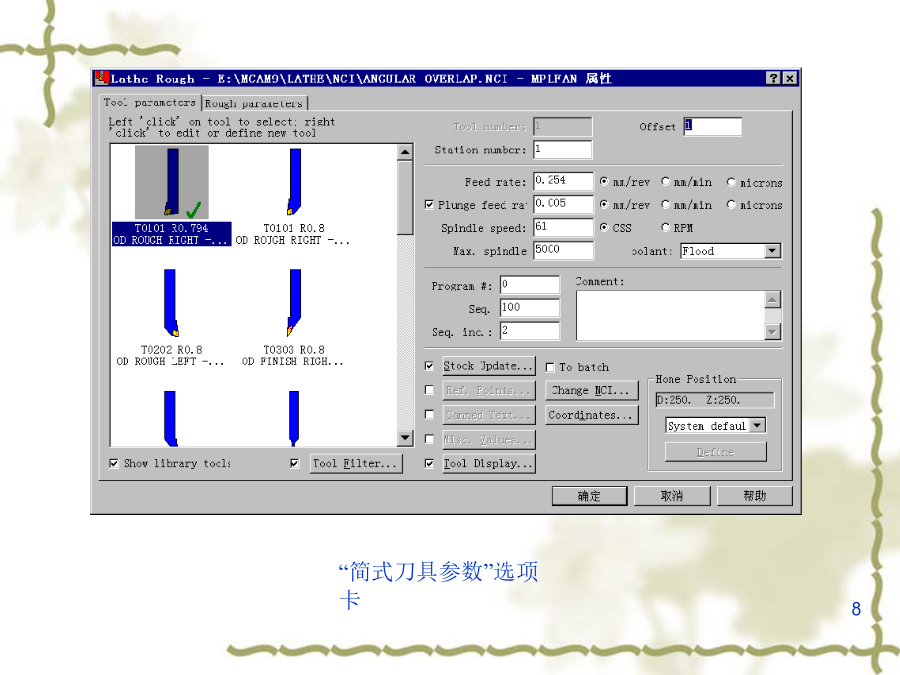
第10章车床加工10.1车床加工基础知识10.1.1车床坐标系几何模型10.1.2刀具参数“车床刀具管理”对话框及快捷菜外圆和内孔车刀旳刀头选项螺纹车削刀具旳刀头设置径向车削/截断刀具旳刀片设置钻孔/攻牙/铰孔刀具设置设置刀具旳参数10.1.3工件设置定义夹头\顶尖外形10.2粗车、精车参数10.2.1粗车设置粗车模组旳参数设置进刀/退刀刀具途径设置切进参数10.2.2精车设置精车模组旳特有参数10.2.3实例对如图中所示模型进行外圆车削加工。操作环节如下:(1)在主菜单中顺序选择“刀具途径→粗车”选项。

车床加工Mastercam9.1数控车床加工教程(非常详细).ppt
第10章车床加工10.1车床加工基础知识10.1.1车床坐标系几何模型10.1.2刀具参数“车床刀具管理”对话框及快捷菜外圆和内孔车刀的刀头选项螺纹车削刀具的刀头设置径向车削/截断刀具的刀片设置钻孔/攻牙/铰孔刀具设置设置刀具的参数10.1.3工件设置定义夹头\顶尖外形10.2粗车、精车参数10.2.1粗车设置粗车模组的参数设置进刀/退刀刀具路径设置切进参数10.2.2精车设置精车模组的特有参数10.2.3实例对如图中所示模型进行外圆车削加工。操作步骤如下:(1)在主菜单中顺序选择“刀具路径→粗车”选项。

车床加工Mastercam9.1数控车床加工教程(非常详细) PPT.ppt
车床加工Mastercam9.1数控车床加工教程(非常详细)10.1车床加工基础知识10.1.1车床坐标系几何模型10.1.2刀具参数“车床刀具管理”对话框及快捷菜大家有疑问的,可以询问和交流外圆和内孔车刀的刀头选项螺纹车削刀具的刀头设置径向车削/截断刀具的刀片设置钻孔/攻牙/铰孔刀具设置设置刀具的参数10.1.3工件设置定义夹头\顶尖外形10.2粗车、精车参数10.2.1粗车设置粗车模组的参数设置进刀/退刀刀具路径设置切进参数10.2.2精车设置精车模组的特有参数10.2.3实例对如图中所示模型进行外圆
MASTERCAM数控车床加工教程.docx
MASTERCAM数控车床加工教程一、概述《MASTERCAM数控车床加工教程》是一本全面、系统地介绍MASTERCAM软件在数控车床加工领域应用的教程。本教程旨在帮助读者掌握MASTERCAM软件的基本操作、数控车床编程技巧以及实际加工中的常见问题解决方法,提升数控车床加工技能水平。MASTERCAM作为一款功能强大的CADCAM软件,广泛应用于模具设计、数控编程等领域。其强大的数控车床加工功能,使得用户能够高效地完成复杂的数控车床编程任务。本教程将围绕MASTERCAM软件的数控车床加工模块展开,详细

数控车床的编程与加工数控车床主要用于加工轴类.ppt
2.尺寸精度要求5.1.2选毛坯在确定毛坯种类及制造方法时,应考虑下列因素:1)零件材料及其力学性能材料为铸铁和青铜的零件应选择铸件毛坯;钢质零件当形状不复杂时可选型材,重要的钢质零件,应选择锻件毛坯。2)零件的结构形状与外形尺寸形状复杂的毛坯,一般用铸造方法制造。中空零件不宜用砂型铸造;中小型零件可考虑用比较先进的铸造方法;大型零件可用失蜡铸造。一般用途的阶梯轴,如各台阶直径相差不大,可用棒料;如各台阶直径相差较大,为减少材料消耗和机械加工的劳动量,则宜选择锻件毛坯。尺寸大的零件一般选择自由锻造;中小型