
往复走丝线切割机床电极丝加工质量因素的分析.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

往复走丝线切割机床电极丝加工质量因素的分析.docx
往复走丝线切割机床电极丝加工质量因素的分析随着制造业的发展,电极丝加工技术被越来越广泛地应用于各个领域,尤其在往复走丝线切割加工领域,电极丝是加工过程中最重要的组成部分之一。电极丝的加工质量直接影响着加工精度、表面粗糙度和加工速度等因素。因此,分析影响电极丝加工质量的因素,以提高加工效率和精度,具有非常重要的意义。一、材料因素电极丝的材料直接影响切割加工的质量。选择合适的材料可以降低机床的磨损,提高切割品质。一般来讲,电极丝材料需要具有良好的韧性、抗拉强度以及耐磨性。目前市售的电极丝材料主要有硬质合金、钨

往复走丝线切割导轮处电极丝的挠曲变形分析.docx
往复走丝线切割导轮处电极丝的挠曲变形分析往复走丝线切割技术是一种应用于金属加工领域的先进加工方法。在这种加工过程中,导轮处电极丝的挠曲变形是一个重要的问题。这一问题的存在会对加工精度和效果产生直接的影响。因此,通过对其挠曲变形进行分析是非常必要的。首先,我们可以从往复走丝线切割的原理入手。往复走丝线切割是通过高频电火花的放电作用在工作件表面产生微小的溶解,并由丝线作为电极切割出所需形状。导轮作为丝线的支撑装置,在切割过程中承受着巨大的力和压力。这些力和压力在导轮上产生了一个反作用力,从而引起导轮的挠曲变形
一种高速往复走丝线切割机床电极丝张力检测装置.pdf
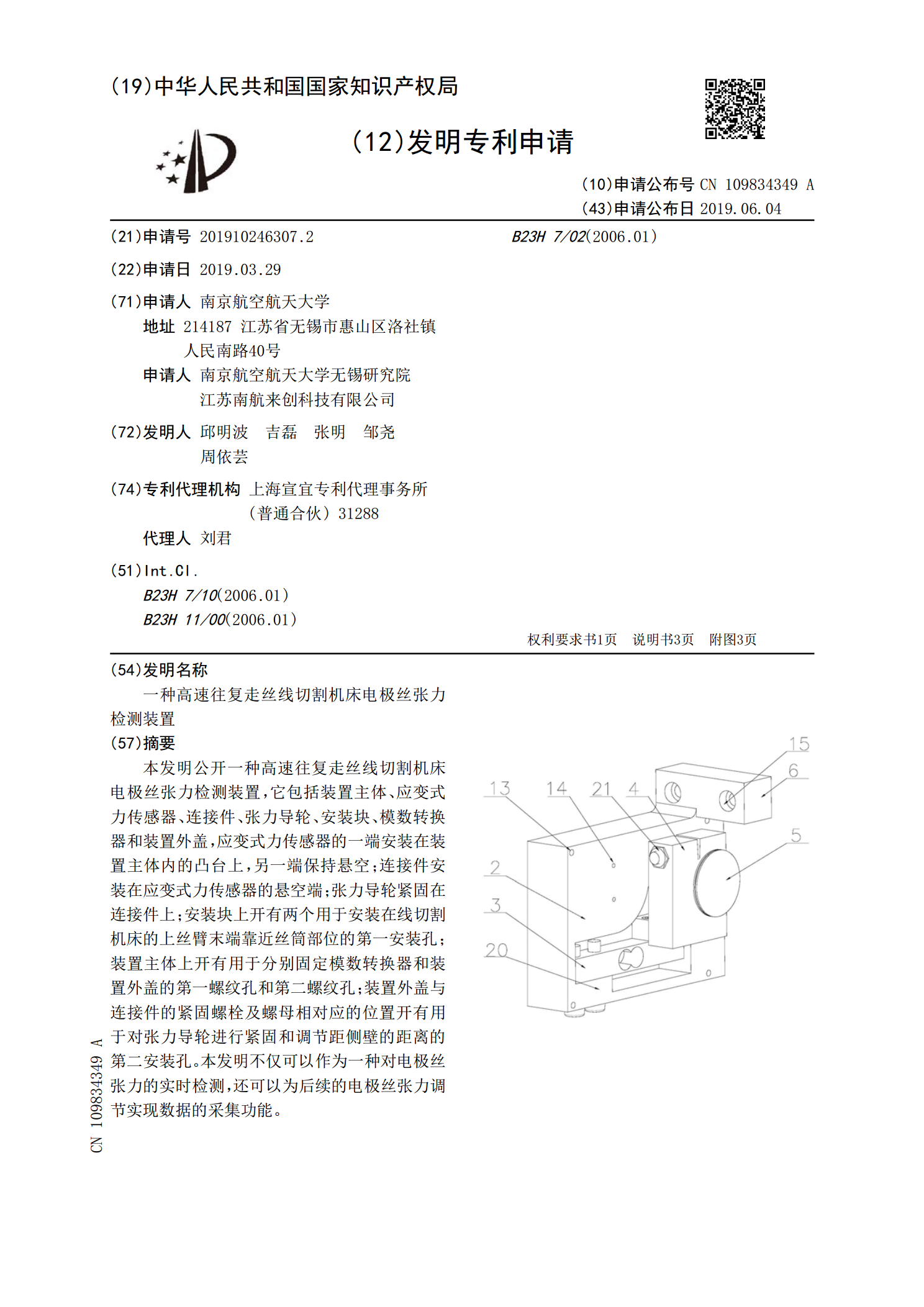
本发明公开一种高速往复走丝线切割机床电极丝张力检测装置,它包括装置主体、应变式力传感器、连接件、张力导轮、安装块、模数转换器和装置外盖,应变式力传感器的一端安装在装置主体内的凸台上,另一端保持悬空;连接件安装在应变式力传感器的悬空端;张力导轮紧固在连接件上;安装块上开有两个用于安装在线切割机床的上丝臂末端靠近丝筒部位的第一安装孔;装置主体上开有用于分别固定模数转换器和装置外盖的第一螺纹孔和第二螺纹孔;装置外盖与连接件的紧固螺栓及螺母相对应的位置开有用于对张力导轮进行紧固和调节距侧壁的距离的第二安装孔。本发

数控电火花快速走丝线切割机床的电极丝走丝机构.pdf
一种数控电火花快速走丝线切割机床的电极丝走丝机构,其包括轴心线相平行的滚丝筒、上导轮以及下导轮,电极丝绕在滚丝筒、上导轮和下导轮上并在滚丝筒的带动下移动,该走丝机构还包括一可沿滚丝筒的径向移动的支承部件,滚丝筒转动连接于该支承部件。电极丝在滚丝筒的带动下移动,经过上导轮和下导轮后收到滚丝筒上,在电极丝运行过程中发生松弛现象时,支承部件可以沿滚丝筒的径向移动,带动滚丝筒向远离上导轮和下导轮的方向移动,从而将电极丝再次张紧,使其保持恒张力,由于走丝机构的上半部和下半部部件均等,因而电极丝在正向运动和反向运动时

一种双丝筒多层绕丝往复走丝线切割机床走丝机构.pdf
本发明公开了一种双丝筒多层绕丝往复走丝线切割机床走丝机构,包括两组储丝筒,其中一储丝筒上满电极丝,该电极丝通过设置在储丝筒之间的排丝导轮组和线架与另一储丝筒连接;所述两组储丝筒的端部分别设置有电机,电机驱动储丝筒作正反方向转动,其中一个电机驱动储丝筒作一个方向转动时,另一电机驱动储丝筒产生反向力矩,使储丝筒之间的电极丝张紧,并且所述储丝筒下方各设置有一驱动其作轴向移动的丝杆螺母机构。该机构一次上丝可以达到数千米,可以避免电极丝“频繁换向”,并可最大限度延长单向走丝在线加工时间,走丝系统的走丝速度可以从0.