
一种轧辊磨削在线静电涂油装置及方法.pdf

fu****级甜


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轧辊磨削在线静电涂油装置及方法.pdf
本发明公开了一种轧辊磨削在线静电涂油装置,包括磨床本体、轧辊和砂轮头托架,在砂轮头托架上设置有由吹扫装置、高压静电发生装置、涂油箱、供油及加热装置和电控系统集成的涂油装置。本发明还公开了利用该轧辊磨削在线静电涂油装置的涂油方法,将静电涂油技术应用在轧辊防锈处理过程中,通过涂油装置步进,配合轧辊周转,量化防锈油的喷涂量以控制油耗,保证涂油均匀;由于涂油之前布置吹扫系统,提高了工件清洁质量,防锈油直接吸附到轧辊表面,保证了轧辊表面清洁质量。本发明不受轧辊直径和长度限制,适应性强,简化了传统的轧辊涂油操作,具有
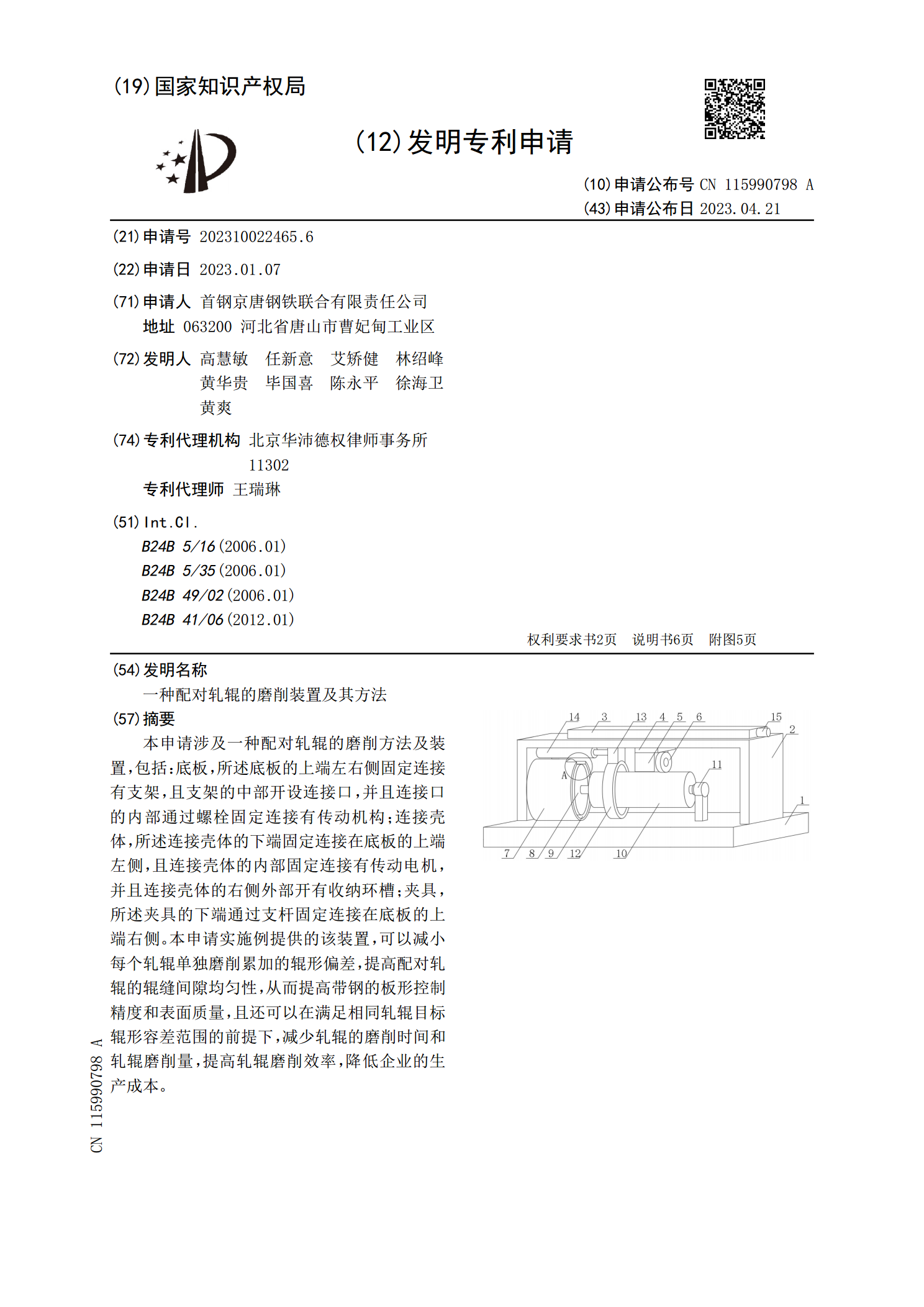
一种配对轧辊的磨削装置及其方法.pdf
本申请涉及一种配对轧辊的磨削方法及装置,包括:底板,所述底板的上端左右侧固定连接有支架,且支架的中部开设连接口,并且连接口的内部通过螺栓固定连接有传动机构;连接壳体,所述连接壳体的下端固定连接在底板的上端左侧,且连接壳体的内部固定连接有传动电机,并且连接壳体的右侧外部开有收纳环槽;夹具,所述夹具的下端通过支杆固定连接在底板的上端右侧。本申请实施例提供的该装置,可以减小每个轧辊单独磨削累加的辊形偏差,提高配对轧辊的辊缝间隙均匀性,从而提高带钢的板形控制精度和表面质量,且还可以在满足相同轧辊目标辊形容差范围的
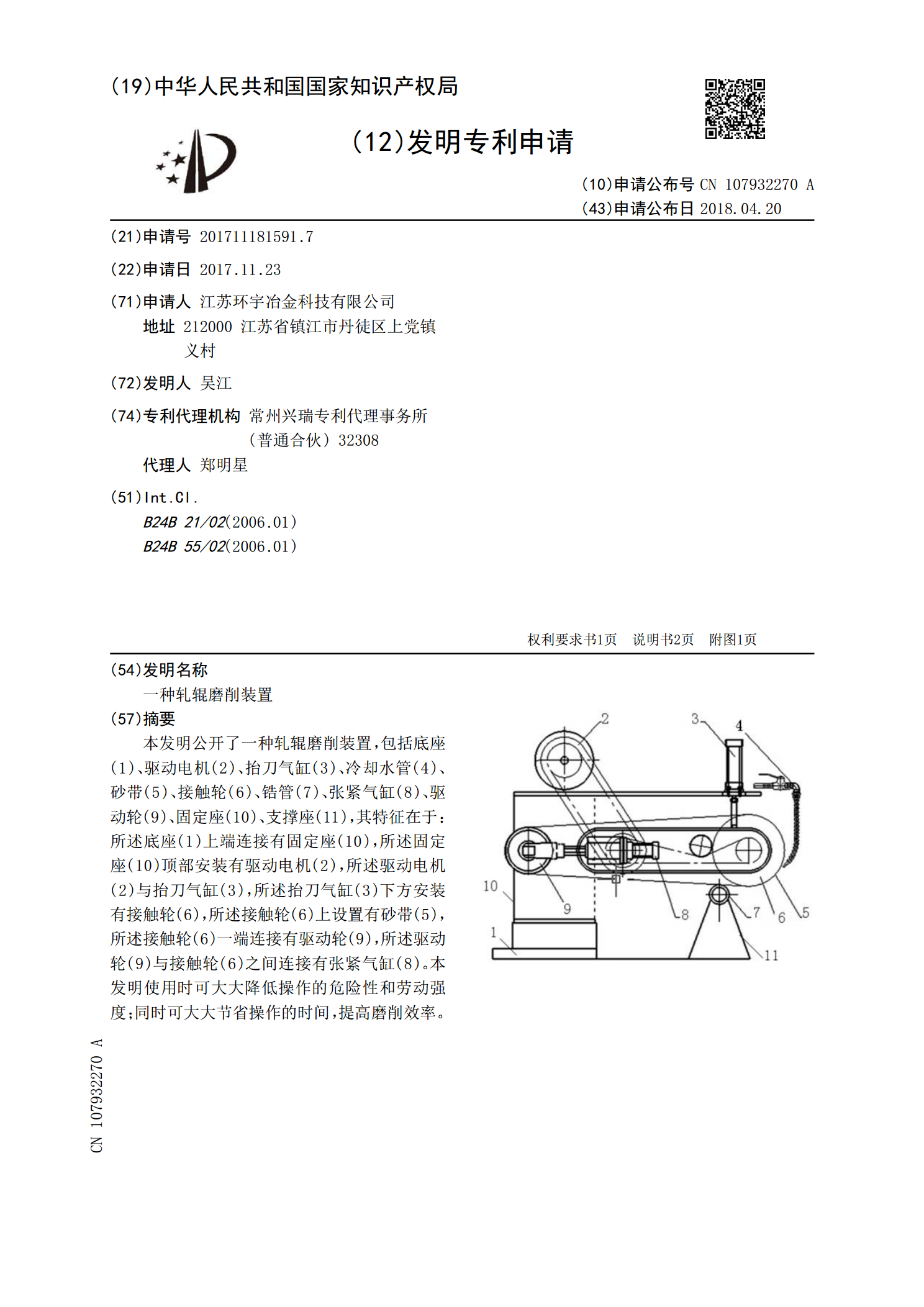
一种轧辊磨削装置.pdf
本发明公开了一种轧辊磨削装置,包括底座(1)、驱动电机(2)、抬刀气缸(3)、冷却水管(4)、砂带(5)、接触轮(6)、锆管(7)、张紧气缸(8)、驱动轮(9)、固定座(10)、支撑座(11),其特征在于:所述底座(1)上端连接有固定座(10),所述固定座(10)顶部安装有驱动电机(2),所述驱动电机(2)与抬刀气缸(3),所述抬刀气缸(3)下方安装有接触轮(6),所述接触轮(6)上设置有砂带(5),所述接触轮(6)一端连接有驱动轮(9),所述驱动轮(9)与接触轮(6)之间连接有张紧气缸(8)。本发明使用

一种轧辊磨削方法.pdf
一种轧辊磨削方法,属于冶金机械维修领域,磨床的砂轮采用80#或100#;磨床Z-轴横移速度是2000mm/min;X-轴连续进刀量是0.015mm/min;磨削压力是1.0~1.5Pa,轧辊表面粗糙度为0.2~0.7um。本发明可以有效避免发生带钢跑偏现象,提高带钢轧制效率,提高带钢产品质量。
一种轧辊磨床磨削轧辊精度改进方法.pdf
本发明公开了一种轧辊磨床磨削轧辊精度改进方法,包括对导轨的检测与修刮;直平面内直线度≤0.01mm/m;水平面内直线度≤0.01mm/m;对拖板座导轨的垂直度≤0.02mm/250m;接触点要求12~14点/25mm×25mm;砂轮主轴与轴瓦间的间隙调整及检测;前后轴承油腔压力;砂轮的修整一般情况下,用只经过金刚笔修整的砂轮在普通磨床上只能磨出Ra0.4~0.8µ;m的表面粗糙度。为使磨削表面达到Ra0.02~0.04µ;m的粗糙度要求,就必须对砂轮进行精修和细修两次修整。