
大型门座式起重机回转轨道加工工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型门座式起重机回转轨道加工工艺.docx
大型门座式起重机回转轨道加工工艺1.introduction大型门座式起重机是一种广泛应用于工矿企业、码头、船厂、市政等多个领域的起重设备,具有载重能力强、运行稳定、操作便捷等特点,因此在工业领域被广泛应用。门座式起重机的回转轨道是其工作中的重要部位,其质量和准确度直接影响起重机的使用效果。本文将详细介绍大型门座式起重机回转轨道的加工工艺。2.大型门座式起重机回转轨道加工工艺概述大型门座式起重机回转轨道是在工厂现场进行加工的,一般由工人和加工设备共同完成。回转轨道的加工工艺是比较复杂的,需要进行精细的制作

门座式起重机回转支承外齿轮轮齿修复工艺.docx
门座式起重机回转支承外齿轮轮齿修复工艺一、引言门座式起重机回转支承外齿轮轮齿修复工艺是现代制造业的重要环节。随着经济的快速发展,机械设备的使用寿命越来越长,对于机械设备的维护和修复显得十分重要。门座式起重机的操作频率高、工作强度大,回转支承外齿轮轮齿在长时间的使用中难免出现磨损和损坏的情况,需要及时维修。本文旨在介绍门座式起重机回转支承外齿轮轮齿的修复工艺。首先从外齿轮轮齿损坏的原因和分类入手,然后详细介绍修复工艺流程和维护方法,同时对应用现状和未来发展进行探讨。二、外齿轮轮齿损坏原因与分类门座式起重机回

推力轴承式门座起重机回转机构.pdf
本发明涉及一种推力轴承式门座起重机回转机构,其特征在于它包括回转驱动装置(1)、水平滚轮装置(2)和推力轴承装置(3),所述回转驱动装置(1)的输出端与水平滚轮装置(2)相连,所述水平滚轮装置(2)安装于推力轴承装置(3)上。本发明推力轴承式门座起重机回转机构,可适用于三排滚柱式回转大轴承回转机构无法满足的条件,提高了回转支承装置的抗倾覆力矩特性,提高了门座起重机的使用范围。
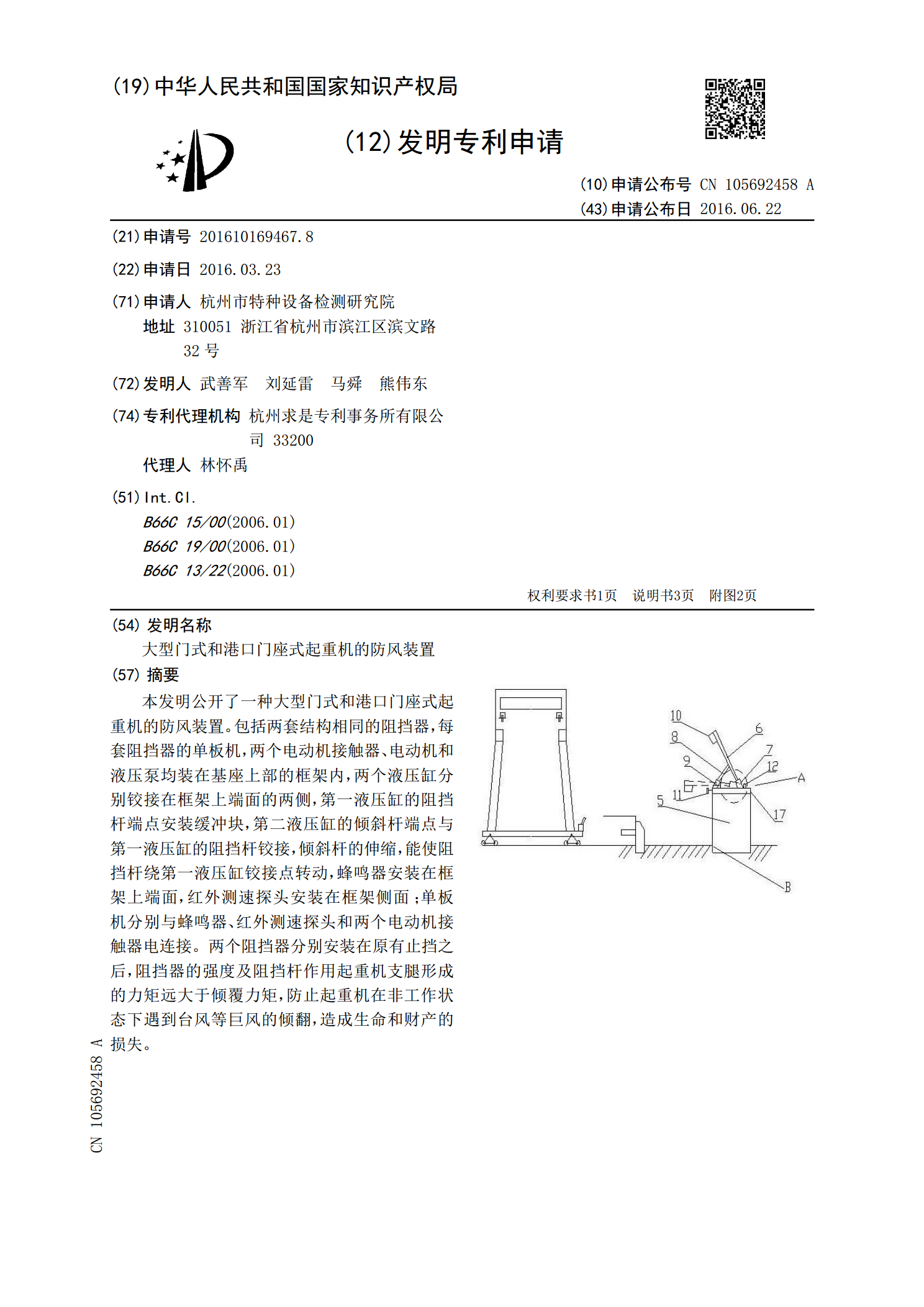
大型门式和港口门座式起重机的防风装置.pdf
本发明公开了一种大型门式和港口门座式起重机的防风装置。包括两套结构相同的阻挡器,每套阻挡器的单板机,两个电动机接触器、电动机和液压泵均装在基座上部的框架内,两个液压缸分别铰接在框架上端面的两侧,第一液压缸的阻挡杆端点安装缓冲块,第二液压缸的倾斜杆端点与第一液压缸的阻挡杆铰接,倾斜杆的伸缩,能使阻挡杆绕第一液压缸铰接点转动,蜂鸣器安装在框架上端面,红外测速探头安装在框架侧面;单板机分别与蜂鸣器、红外测速探头和两个电动机接触器电连接。两个阻挡器分别安装在原有止挡之后,阻挡器的强度及阻挡杆作用起重机支腿形成的力

门座式起重机工艺应用研究.docx
门座式起重机工艺应用研究门座式起重机是一种常见的工业设备,广泛应用于港口、工厂、仓库等场所。本文旨在探讨门座式起重机的工艺应用。一、门座式起重机概述门座式起重机是一种通过上升或下降货物钩而进行起重操作的机械设备。它由上横梁、下架、铰链机构、电动机、减速器、制动器、行走机构、操作室等组成。这种起重机承载能力大、操作方便、应用范围广泛,被广泛应用于船舶运输、铁路货运、矿山、机械制造、市政建设等行业。二、门座式起重机的工艺应用1.货物装卸:门座式起重机具有大型货物装卸的能力,在港口、码头等场所是不可或缺的设备。