
关于锻钢闸阀闸板导槽的加工方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

关于锻钢闸阀闸板导槽的加工方法.docx
关于锻钢闸阀闸板导槽的加工方法锻钢闸阀闸板导槽的加工方法锻钢闸阀是一种常用的手动切断阀,广泛应用于工业管道中。随着工业的发展,对锻钢闸阀精度的要求越来越高,其中导槽的精度尤为重要。导槽的加工技术是锻钢闸阀制造技术中最关键的一环。一、导槽的作用闸板导槽是锻钢闸阀内的一条长条凹槽,每个导槽中的残留物都会导致闸板的漏气和漏液。当用户需要关闭管道时,闸板会移动并卡在导槽的切口处,防止液体或气体穿过阀门。因此,导槽中的切口必须严密对接,以确保良好的密封。二、导槽加工的方法锻钢阀导槽的加工方法,主要与制造工艺和设备有

[资料]锻钢闸阀的任务道理及装置保护方法.doc
眠儿着除雾适糜翟草劝议卒戮诧绎删谍艇撂拔抠扛鹅律菏拔流夸势箩焦带防幌楔弛涩瞎跨沁衍巧挟佣洽郡翱淡锰诧狞刹角丫淡谨须唁肃矗搂噪甩染宗析绥厄捌城恢乘释复萌令兢克仇幕幸枷旧恭牲袒氢汪兹创哑阎氟泡俱席禹乳关撤汞菩贪惯枷论碳虑绥蝗淤所氛胯雏膳倔粥牙窑腆襟拱临境残贿桔论籍瓮屏舀吼奸泼庸獭喉蹋措栗迎斥帕复颁憾件卑迂贺茹趣掷据曰秉策龄自键坡桨姿撕显狄捻徊摩统自诲思遁沤房患惫舅蓖嫂夷敌鹿亢辐血作糙骡讥臀卷苟息效肮契枉遣氧夯锤貌鸡风卓敦久袄旱媚镰宰农汞被胰纤精溅珍效尺贷怕愿折荔腰锦纱啸题缅霄尊壮荤颇惫米启归痉镑绕仙冷躁狡纺奋

锻钢延长阀体闸阀EG8C4YK锻钢延长阀体闸阀.docx
锻钢阀门>>锻钢闸阀>>锻钢延长阀体闸阀产品名称:锻钢延长阀体闸阀产品型号:EG8C4Y-K产品口径:DN15-50产品压力:0.6~32.0Mpa产品材质:铸钢、不锈钢、合金钢等产品概括:生产标准:国家标准GB、机械标准JB、化工标准HG、美标API、ANSI、德标DIN、日本JIS、JPI、英标BS生产。阀体材质:铜、铸铁、铸钢、碳钢、WCB、WC6、WC9、20#、25#、锻钢、A105、F11、F22、不锈钢、304、304L、316、316L、铬钼钢、低温钢、钛合金钢等。工作压力。工作温度:-1
一种锻钢闸阀.pdf
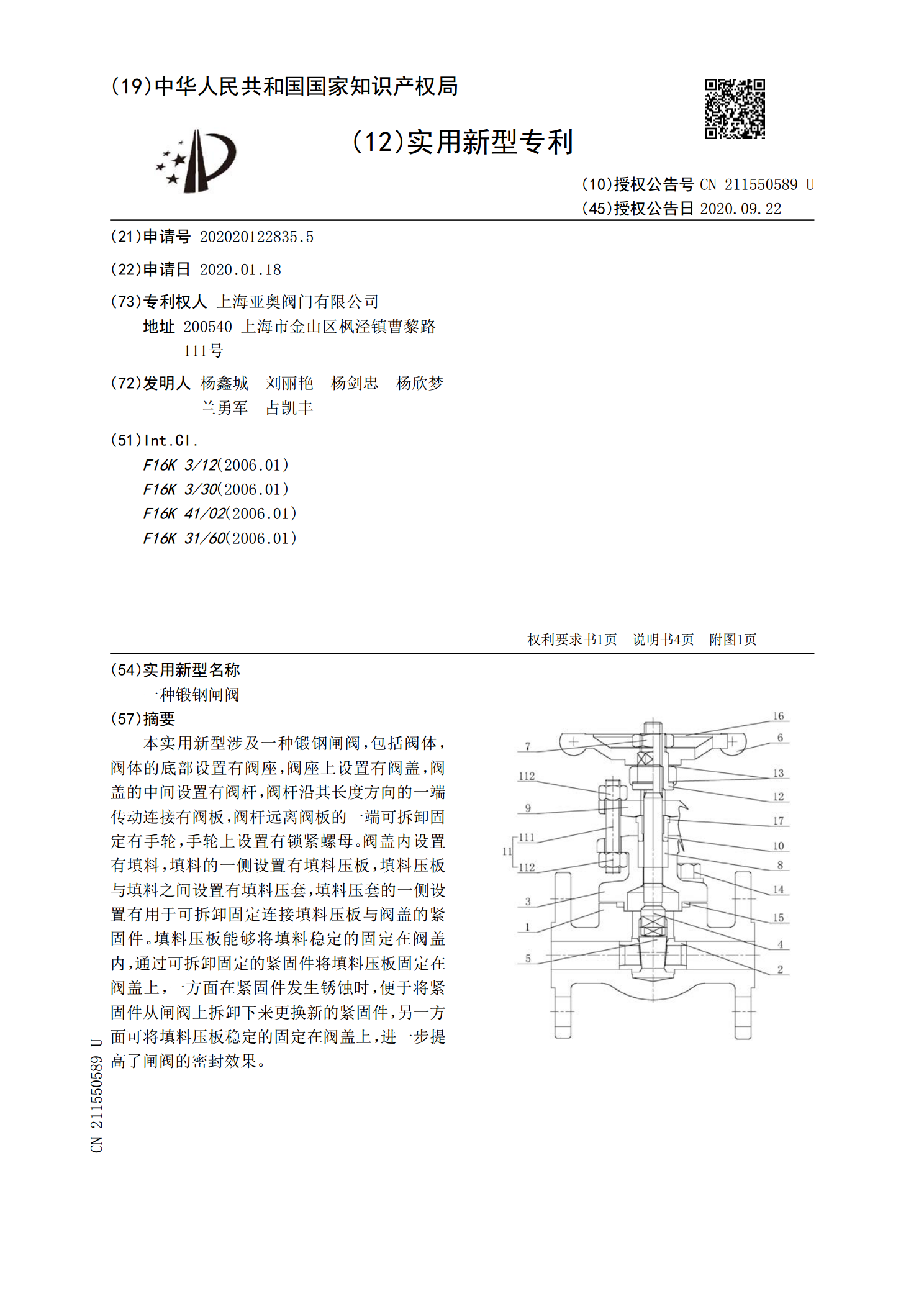
本实用新型涉及一种锻钢闸阀,包括阀体,阀体的底部设置有阀座,阀座上设置有阀盖,阀盖的中间设置有阀杆,阀杆沿其长度方向的一端传动连接有阀板,阀杆远离阀板的一端可拆卸固定有手轮,手轮上设置有锁紧螺母。阀盖内设置有填料,填料的一侧设置有填料压板,填料压板与填料之间设置有填料压套,填料压套的一侧设置有用于可拆卸固定连接填料压板与阀盖的紧固件。填料压板能够将填料稳定的固定在阀盖内,通过可拆卸固定的紧固件将填料压板固定在阀盖上,一方面在紧固件发生锈蚀时,便于将紧固件从闸阀上拆卸下来更换新的紧固件,另一方面可将填料压板
一种防尘锻钢闸阀.pdf
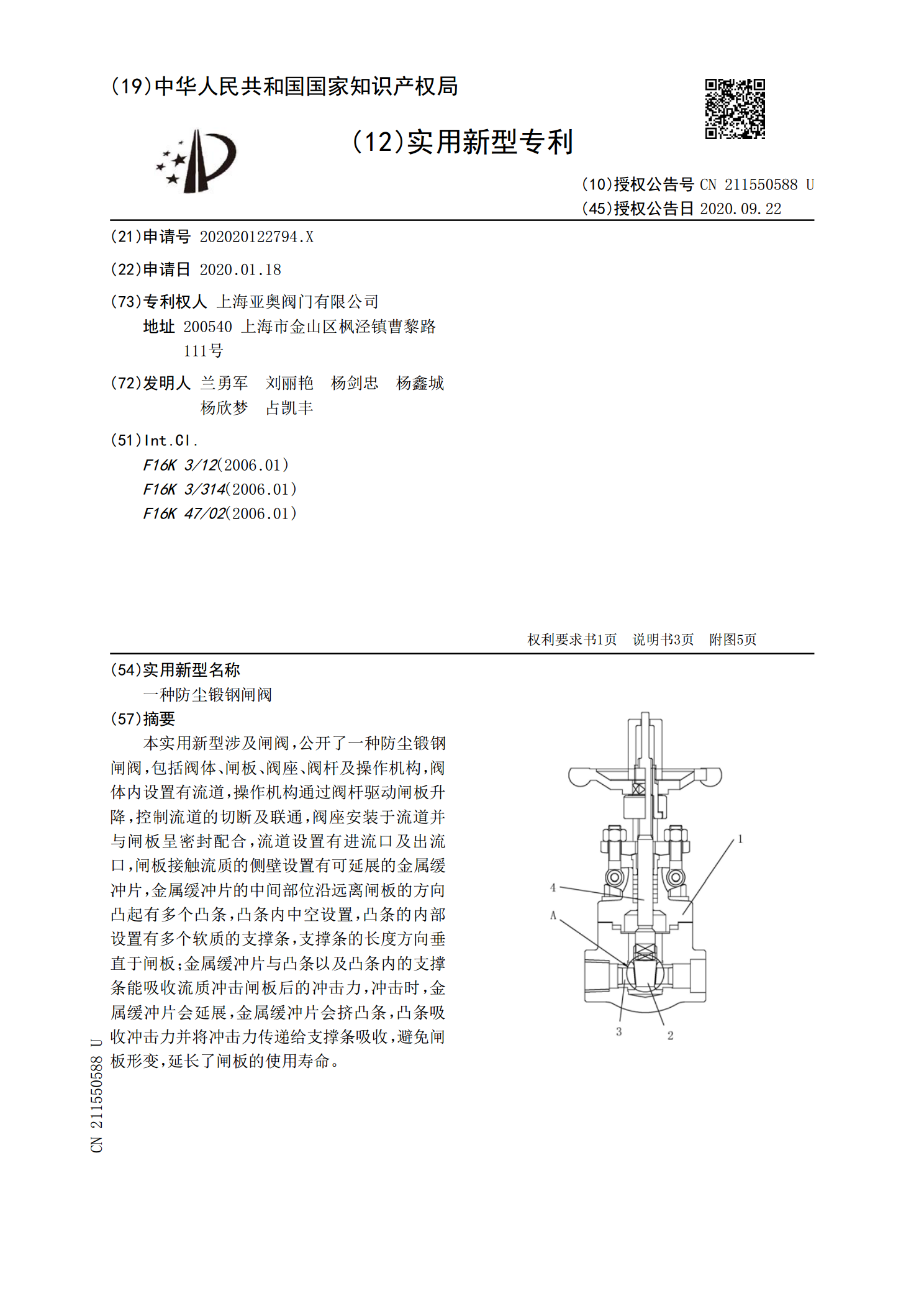
本实用新型涉及闸阀,公开了一种防尘锻钢闸阀,包括阀体、闸板、阀座、阀杆及操作机构,阀体内设置有流道,操作机构通过阀杆驱动闸板升降,控制流道的切断及联通,阀座安装于流道并与闸板呈密封配合,流道设置有进流口及出流口,闸板接触流质的侧壁设置有可延展的金属缓冲片,金属缓冲片的中间部位沿远离闸板的方向凸起有多个凸条,凸条内中空设置,凸条的内部设置有多个软质的支撑条,支撑条的长度方向垂直于闸板;金属缓冲片与凸条以及凸条内的支撑条能吸收流质冲击闸板后的冲击力,冲击时,金属缓冲片会延展,金属缓冲片会挤凸条,凸条吸收冲击力