
高速钻削深孔钻的设计与研究.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高速钻削深孔钻的设计与研究.docx
高速钻削深孔钻的设计与研究一、引言高速深孔钻技术已经成为现代航空、汽车、机械加工等领域的基础工艺之一。高速钻削深孔钻是一项高技术含量的加工过程,该过程旨在实现高速、高效、精度和质量的生产。深孔加工在如今的制造业中越来越重要,随着社会的发展进步和工业技术的革新,对深孔加工工艺的要求逐步提升。因此,高速钻削深孔钻的设计和研究具有重要意义。二、高速深孔钻的基本概念和加工特点高速深孔钻是一种加工内圆孔的方法,在内圆孔的尺寸、形状和表面粗糙度等方面具有高要求。深孔钻的表面粗糙度和直径精度对于工件的功能和质量有着极大

关于麻花钻钻削深孔研究.docx
关于麻花钻钻削深孔研究麻花钻钻削深孔研究摘要:麻花钻是一种特殊形状的切削工具,能够有效地削除材料,并在孔壁上形成一个螺旋状的槽。本文旨在通过文献综述的方法,探讨麻花钻在深孔加工中的应用,并研究其工艺参数对加工质量的影响。通过对现有研究的总结和分析,可以得出以下结论:麻花钻的特殊结构使其具有较大的削除能力,能够在较短时间内完成深孔加工,同时减小加工过程中的震动和振动;但在实际应用中,麻花钻的加工效率和精度受到许多因素的影响,如切削速度、进给速度、钻头形状等。为了获得理想的加工效果,需要通过试验和模拟研究确定

高速深孔BTA钻削系统的高效排屑设计与研究.docx
高速深孔BTA钻削系统的高效排屑设计与研究高速深孔BTA钻削系统的高效排屑设计与研究摘要:高速深孔BTA钻削系统是目前常用的加工深孔的一种方法,为了保证加工效率,在BTA钻削系统中高效的排屑设计是十分关键的,它能够有效的提高排屑效率和减少加工过程中的振动。本文主要从BTA钻削系统的排屑原理、排屑设计和排屑效率等方面进行系统的阐述,为实现高效的深孔钻削提供参考。关键词:BTA钻削系统,排屑原理,排屑设计,排屑效率Abstract:High-speeddeepholeBTAdrillingsystemisac
深孔钻削方法、用于深孔钻削机的工具、深孔钻削机和离心铸管.pdf
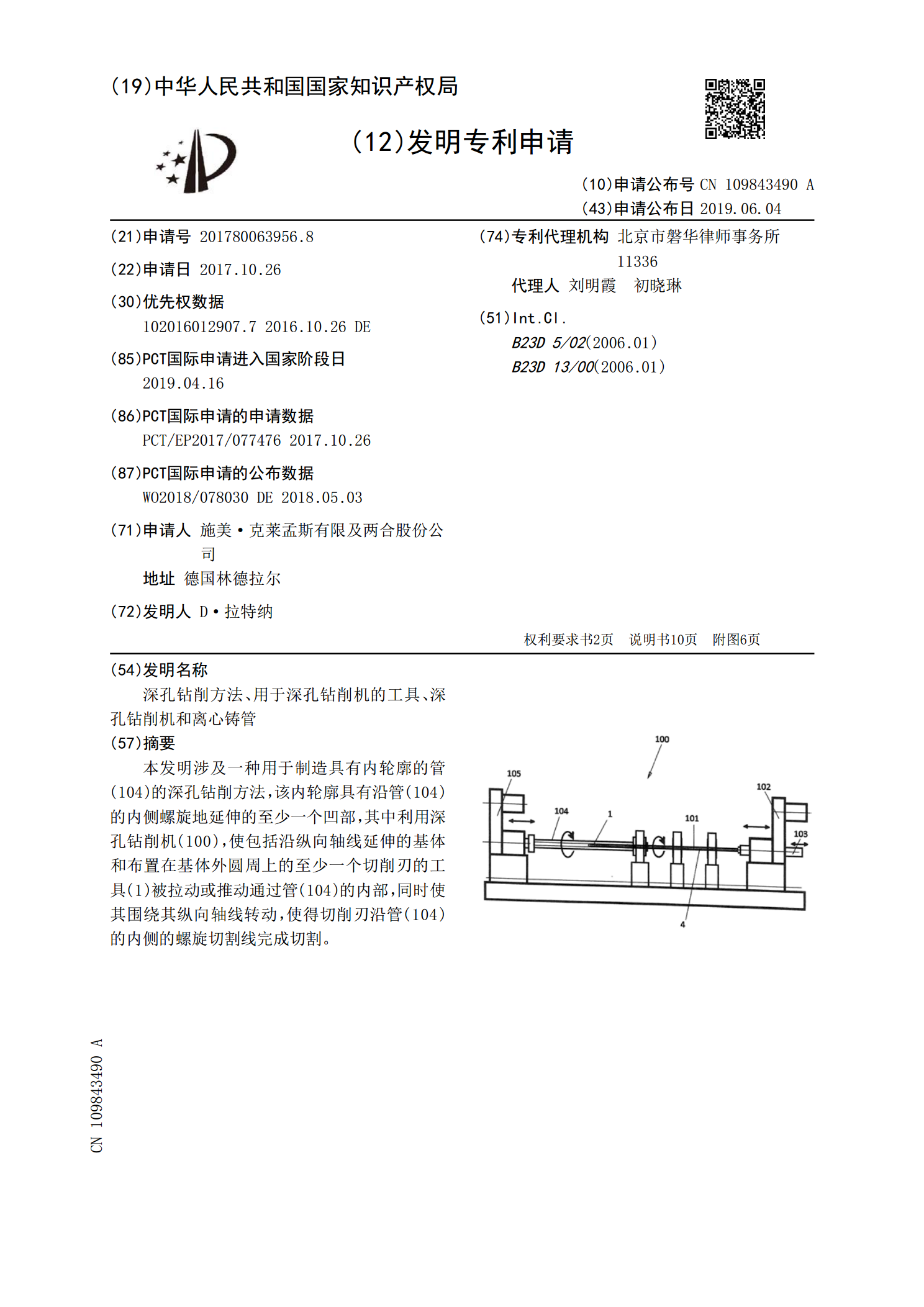
本发明涉及一种用于制造具有内轮廓的管(104)的深孔钻削方法,该内轮廓具有沿管(104)的内侧螺旋地延伸的至少一个凹部,其中利用深孔钻削机(100),使包括沿纵向轴线延伸的基体和布置在基体外圆周上的至少一个切削刃的工具(1)被拉动或推动通过管(104)的内部,同时使其围绕其纵向轴线转动,使得切削刃沿管(104)的内侧的螺旋切割线完成切割。

深孔钻削的探讨.docx
深孔钻削的探讨深孔钻削的探讨引言:深孔钻削是一种特殊的加工过程,广泛应用于航空航天、汽车、军工等高精度、高耐磨的领域。深孔钻削具有加工效率高、质量稳定、成本低等优点,因此备受关注。本论文将探讨深孔钻削的原理、工艺优化和发展趋势。一、深孔钻削原理1.1切削力的分析深孔钻削过程中,切削力是影响加工质量和加工效率的关键因素之一。切削力大小与切削速度、进给量、切削合金、切削液等因素有关。研究切削力的分布规律可以帮助我们更好地理解深孔钻削过程。1.2热变形及应力分析由于深孔钻削中切削过程中会产生大量的热量,而热量会