
一种贯流式水轮机导叶加工的改进工艺.pdf

努力****元恺


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种贯流式水轮机导叶加工的改进工艺.pdf
本发明提供一种贯流式水轮机导叶加工的改进工艺,其具体的操作步骤为:铸钢毛坯件进厂,经过铸钢件检验、清理后,进行划线、镗铣工序,在导叶两端轴头加工基准面,作为后续加工定位基准;以两端轴头的基准面作为后序的定位基准,误差积累小于0.003mm;将导叶进水边与导叶出水边的啮合面所形成的导叶搭接面,采用数控定位并镗铣进出水边不锈钢板的焊接槽孔,焊接进出水边不锈钢板,同时采用数控镗铣进出水边焊接槽孔;将大板弧面与导叶进水边、导叶出水边一次数控铣成。本发明降低了导叶加工工时,优化了工艺流程,同时在导水机构试装过程中,

一种贯流式水轮机导叶密封方法.pdf
本发明提供了一种贯流式水轮机导叶密封方法,特征是:所述贯流式水轮机设有导叶臂,所述导叶臂下部设有导叶套筒,所述导叶臂与导叶套筒固定连接,所述导叶套筒下部设有外配法兰,所述外配法兰与导叶套筒固定连接,所述导叶套筒与导叶轴之间设有矩形导叶密封圈。本发明改变了导叶密封圈截面形式,将原来的“Yx”密封圈或者“O”型圈结构改为新型的轴用矩形导叶密封圈,其优点是在不降低实用性能的情况下大大降低漏水量,使导叶处不漏水,克服了老式结构中漏水比较严重,锈蚀导叶套筒及导叶臂等,本发明具有较佳的社会效益和经济效益。

一种贯流式水轮机导叶支撑调节装置.pdf
本发明公开了一种贯流式水轮机导叶支撑调节装置,包括导叶以及设置在导叶两端的导叶内、外环,所述导叶两端分别通过外置式轴座总成与导叶内、外环连接;所述导叶外端的外置式轴座总成包括导叶关节轴承和导叶套筒,所述导叶内端的外置式轴座总成包括分体式导叶下端轴和导叶下支座。本发明通过导叶两端外置式轴座总成的结构设计,检修时单独拆出导叶套筒或导叶下支座就可进行相应的轴承、轴套及密封件的检修更换,可有效解决导叶轴径密封、导叶上下轴承的机坑内检修更换问题,而且导叶轴径处设置导叶关节轴承,可有效补偿导叶内外环的轴孔加工误差、机
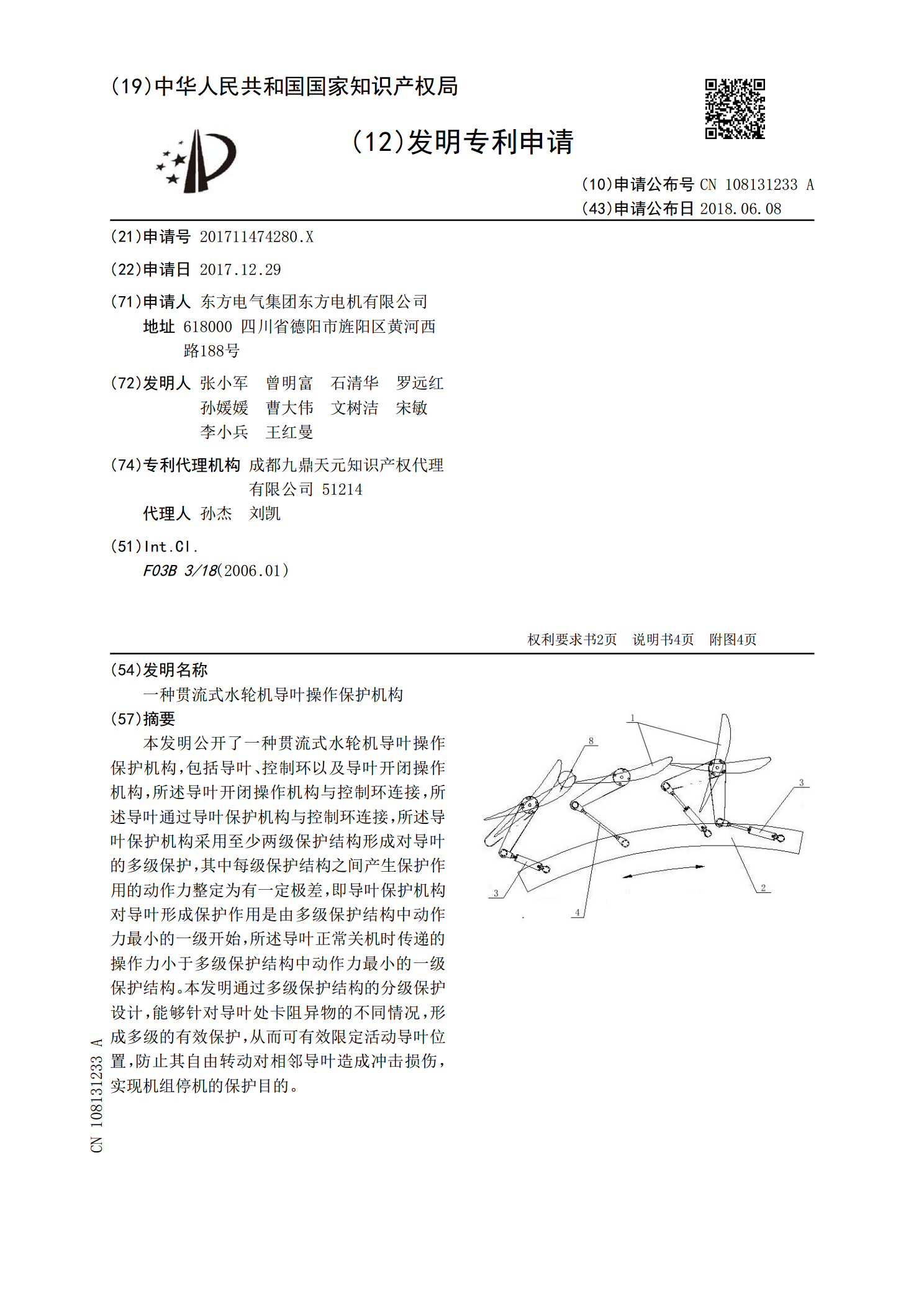
一种贯流式水轮机导叶操作保护机构.pdf
本发明公开了一种贯流式水轮机导叶操作保护机构,包括导叶、控制环以及导叶开闭操作机构,所述导叶开闭操作机构与控制环连接,所述导叶通过导叶保护机构与控制环连接,所述导叶保护机构采用至少两级保护结构形成对导叶的多级保护,其中每级保护结构之间产生保护作用的动作力整定为有一定极差,即导叶保护机构对导叶形成保护作用是由多级保护结构中动作力最小的一级开始,所述导叶正常关机时传递的操作力小于多级保护结构中动作力最小的一级保护结构。本发明通过多级保护结构的分级保护设计,能够针对导叶处卡阻异物的不同情况,形成多级的有效保护,
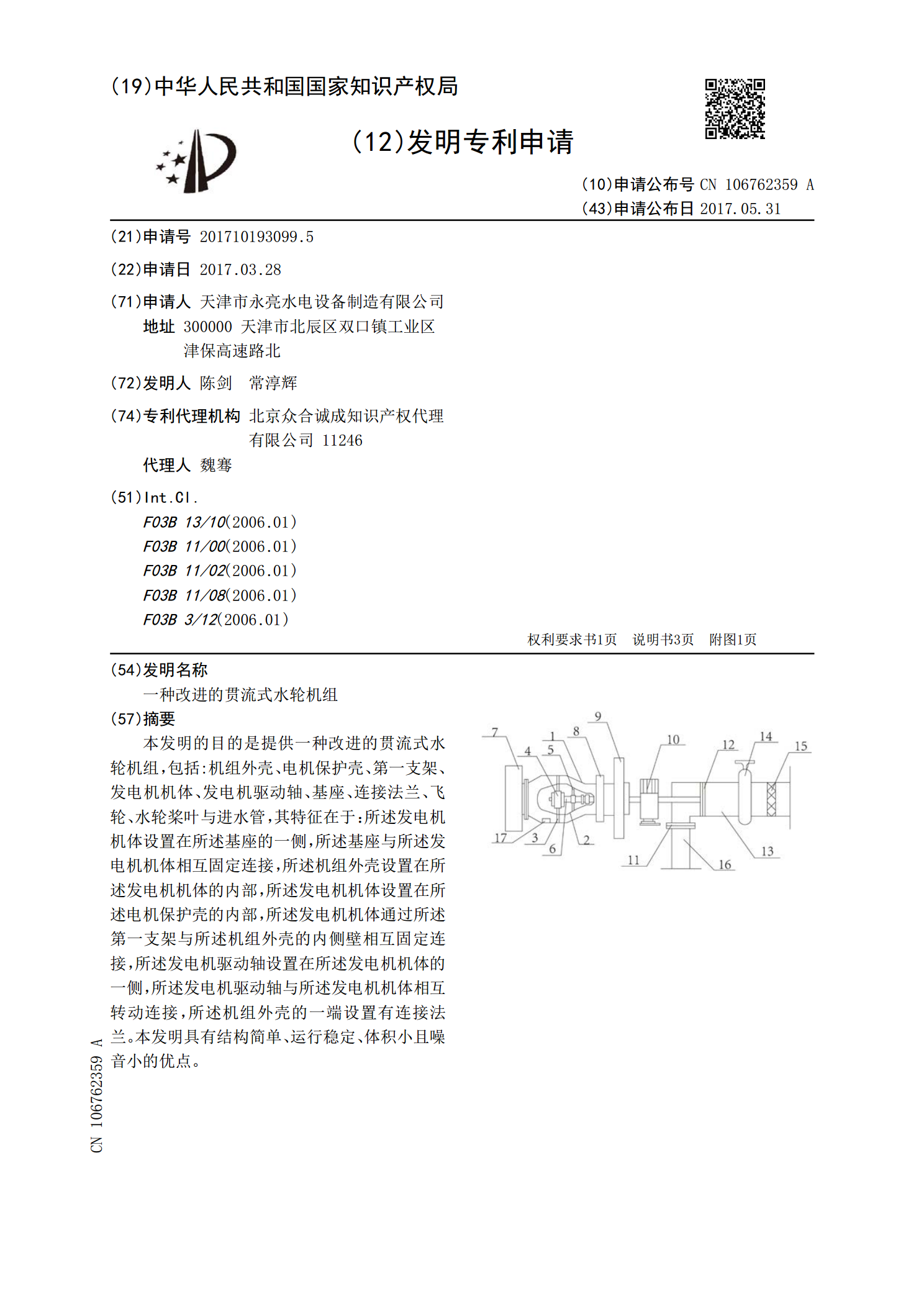
一种改进的贯流式水轮机组.pdf
本发明的目的是提供一种改进的贯流式水轮机组,包括:机组外壳、电机保护壳、第一支架、发电机机体、发电机驱动轴、基座、连接法兰、飞轮、水轮桨叶与进水管,其特征在于:所述发电机机体设置在所述基座的一侧,所述基座与所述发电机机体相互固定连接,所述机组外壳设置在所述发电机机体的内部,所述发电机机体设置在所述电机保护壳的内部,所述发电机机体通过所述第一支架与所述机组外壳的内侧壁相互固定连接,所述发电机驱动轴设置在所述发电机机体的一侧,所述发电机驱动轴与所述发电机机体相互转动连接,所述机组外壳的一端设置有连接法兰。本发