
一种凸轮从动件的镗孔加工方法.pdf

是你****噩呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种凸轮从动件的镗孔加工方法.pdf
本发明公开了一种凸轮从动件的镗孔加工方法,其特征在于,包括如下步骤;a获取凸轮从动件粗镗孔夹具和用于凸轮从动件精镗孔的夹具,b、粗镗孔;将待加工凸轮从动件的固定在凸轮从动件粗镗孔夹具上,对待加工凸轮从动件进行粗镗孔加工;c、精镗孔;将粗镗孔后的待加工凸轮从动件的固定在用于凸轮从动件精镗孔的夹具上,对待加工凸轮从动件进行精镗孔加工,直到加工结束。本发明具有操作简便,定位精度高,装夹速度快,有利于提高凸轮从动件的加工速度和加工精度等优点。
凸轮从动件粗镗孔夹具.pdf
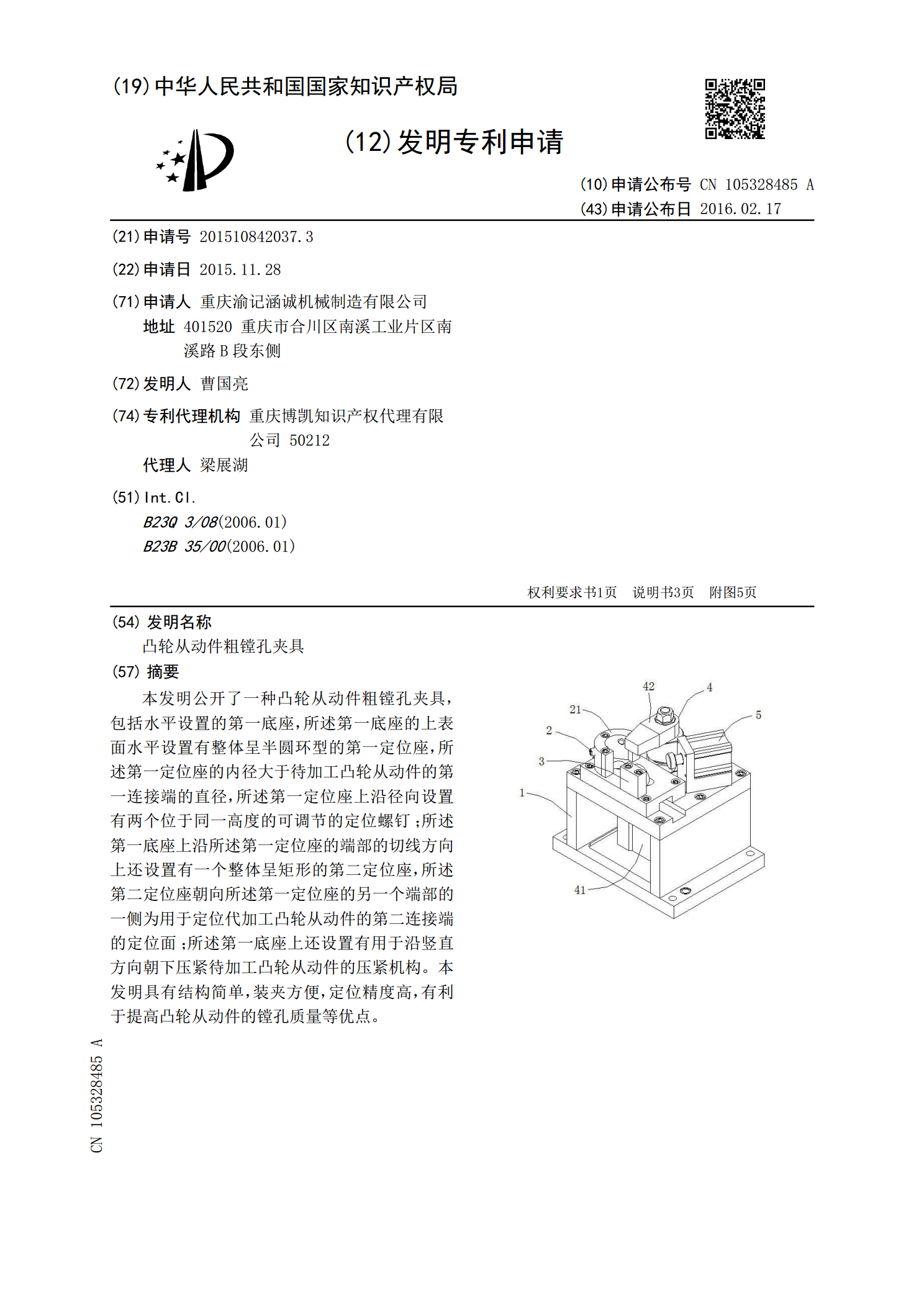
本发明公开了一种凸轮从动件粗镗孔夹具,包括水平设置的第一底座,所述第一底座的上表面水平设置有整体呈半圆环型的第一定位座,所述第一定位座的内径大于待加工凸轮从动件的第一连接端的直径,所述第一定位座上沿径向设置有两个位于同一高度的可调节的定位螺钉;所述第一底座上沿所述第一定位座的端部的切线方向上还设置有一个整体呈矩形的第二定位座,所述第二定位座朝向所述第一定位座的另一个端部的一侧为用于定位代加工凸轮从动件的第二连接端的定位面;所述第一底座上还设置有用于沿竖直方向朝下压紧待加工凸轮从动件的压紧机构。本发明具有结

用于凸轮从动件精镗孔的夹具.pdf
本发明公开了一种用于凸轮从动件精镗孔的夹具,包括水平设置的整体呈长方体的第二底座,其特征在于,所述第二底座内竖直安装有两个定位气缸,所述定位气缸的活塞杆朝上设置,且能够向上伸出并穿过所述第二底座的上表面;两个所述定位气缸的轴线之间的距离等于待加工凸轮从动件的第一安装孔的轴线和第二安装孔的轴线之间的距离;所述两个定位气缸的活塞杆端部的直径分别与待加工凸轮从动件上粗镗后的第一安装孔和第二安装孔的直径相等;所述第二底座上还设置有用于沿竖直方向朝下压紧待加工凸轮从动件的压紧机构。本发明具有结构简单,装夹方便,定位

凸轮从动件及凸轮从动件的制造方法.pdf
本发明的课题在于,使用没有因切削加工所导致的纤维流的切断,且具有在各个部位连续的纤维流的高强度的柱螺栓,以此来实现凸轮从动件的小型化和低成本化。凸轮从动件由以下部分构成:在内周具有外侧轨道面(43a)的外圈(43);具有与所述外侧轨道面(43a)对置的内侧轨道面(34a),并形成在所述内侧轨道面(34a)的一侧邻接的凸缘部(33)和在所述内侧轨道面(34a)的另一侧依次邻接的侧板压入部(36)和安装轴部(38),从所述凸缘部(33)至在外周形成所述内侧轨道面(34a)的轴承支承部(34),纤维流沿表面连续

摇臂用凸轮从动件及凸轮从动件装置.pdf
摇臂用凸轮从动件具备:外周面与凸轮抵接的圆筒形状的外圈(11);对外圈(11)进行支承的支承轴(6);配置在所述支承轴(6)及外圈(11)之间的环状区域中的多个滚子(12);供支承轴(6)贯通的环形状的圆盘,即,与滚子(12)的端面(15)相面对且外径Ds比外圈(11)的内径Dr小的侧板(16),其中,侧板(16)分别配置在滚子(12)的两端,滚子(12)的轴长为Lk、外圈的轴长为Lr且侧板(16)的厚度为t时,满足Lr<Lk+2t。