
磨削加工通用工艺.doc

是你****芹呀


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

磨削加工通用工艺.doc
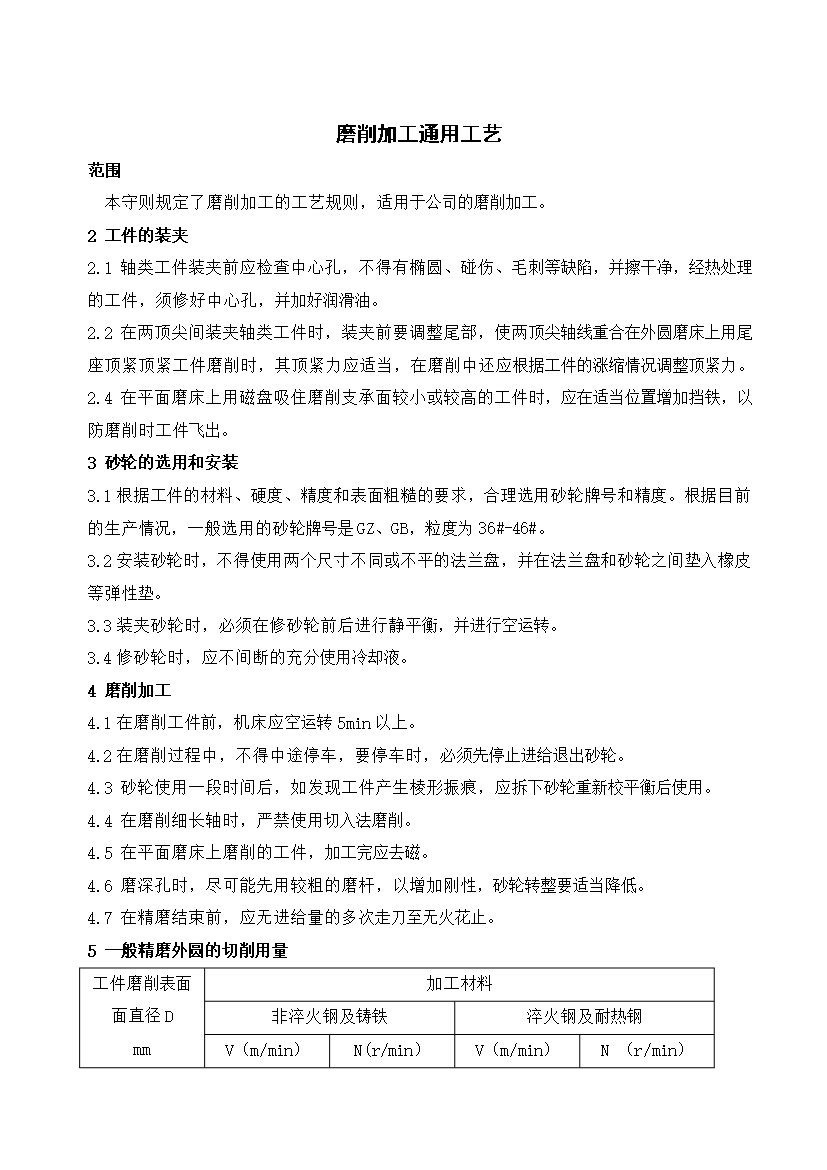
磨削加工通用工艺范围本守则规定了磨削加工的工艺规则,适用于公司的磨削加工。2工件的装夹2.1轴类工件装夹前应检查中心孔,不得有椭圆、碰伤、毛刺等缺陷,并擦干净,经热处理的工件,须修好中心孔,并加好润滑油。2.2在两顶尖间装夹轴类工件时,装夹前要调整尾部,使两顶尖轴线重合在外圆磨床上用尾座顶紧顶紧工件磨削时,其顶紧力应适当,在磨削中还应根据工件的涨缩情况调整顶紧力。2.4在平面磨床上用磁盘吸住磨削支承面较小或较高的工件时,应在适当位置增加挡铁,以防磨削时工件飞出。3砂轮的选用和安装3.1根据工件的材料、硬度

磨削加工通用工艺.doc
磨削加工通用工艺范围本守则规定了磨削加工的工艺规则,适用于公司的磨削加工。2工件的装夹2.1轴类工件装夹前应检查中心孔,不得有椭圆、碰伤、毛刺等缺陷,并擦干净,经热处理的工件,须修好中心孔,并加好润滑油。2.2在两顶尖间装夹轴类工件时,装夹前要调整尾部,使两顶尖轴线重合在外圆磨床上用尾座顶紧顶紧工件磨削时,其顶紧力应适当,在磨削中还应根据工件的涨缩情况调整顶紧力。2.4在平面磨床上用磁盘吸住磨削支承面较小或较高的工件时,应在适当位置增加挡铁,以防磨削时工件飞出。3砂轮的选用和安装3.1根据工件的材料、硬度
磨削加工通用工艺.doc
磨削加工通用工艺范围本守则规定了磨削加工的工艺规则适用于公司的磨削加工。2工件的装夹2.1轴类工件装夹前应检查中心孔不得有椭圆、碰伤、毛刺等缺陷并擦干净经热处理的工件须修好中心孔并加好润滑油。2.2在两顶尖间装夹轴类工件时装夹前要调整尾部使两顶尖轴线重合在外圆磨床上用尾座顶紧顶紧工件磨削时其顶紧力应适当在磨削中还应根据工件的涨缩情况调整顶紧力。2.4在平面磨床上用磁盘吸住磨削支承面较小或较高的工件时应在适当位置增加挡铁以防磨削时工件飞出。3砂轮的选用和安装3.1根据工件的材料、硬度、精度和表

磨削加工通用工艺.doc
磨削加工通用工艺范围本守则规定了磨削加工的工艺规则,适用于公司的磨削加工。2工件的装夹2.1轴类工件装夹前应检查中心孔,不得有椭圆、碰伤、毛刺等缺陷,并擦干净,经热处理的工件,须修好中心孔,并加好润滑油。2.2在两顶尖间装夹轴类工件时,装夹前要调整尾部,使两顶尖轴线重合在外圆磨床上用尾座顶紧顶紧工件磨削时,其顶紧力应适当,在磨削中还应根据工件的涨缩情况调整顶紧力。2.4在平面磨床上用磁盘吸住磨削支承面较小或较高的工件时,应在适当位置增加挡铁,以防磨削时工件飞出。3砂轮的选用和安装3.1根据工件的材料、硬度

钨的磨削加工工艺.docx
钨的磨削加工工艺钨是一种重要的金属材料,具有高熔点、高密度、高强度、良好的耐腐蚀性和高温稳定性等优异特性。因此,在一些特殊的应用领域,如航空航天、核工业、电子工业等,钨材料得到了广泛的应用。然而,钨材料的高硬度和高熔点使得其加工困难,因此需要特殊的磨削加工工艺来满足其加工需求。钨的磨削加工主要是针对其高硬度和高熔点的特性,以及其容易发生磨损和热变形的问题展开的一系列加工方法。下文将从磨削机理、磨削方法和工艺参数等方面对钨的磨削加工工艺进行详细论述。首先,钨的磨削机理是针对其特殊的物理性质和加工需求进行分析