
磨刃机.pdf

黛娥****ak


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
磨刃机.pdf
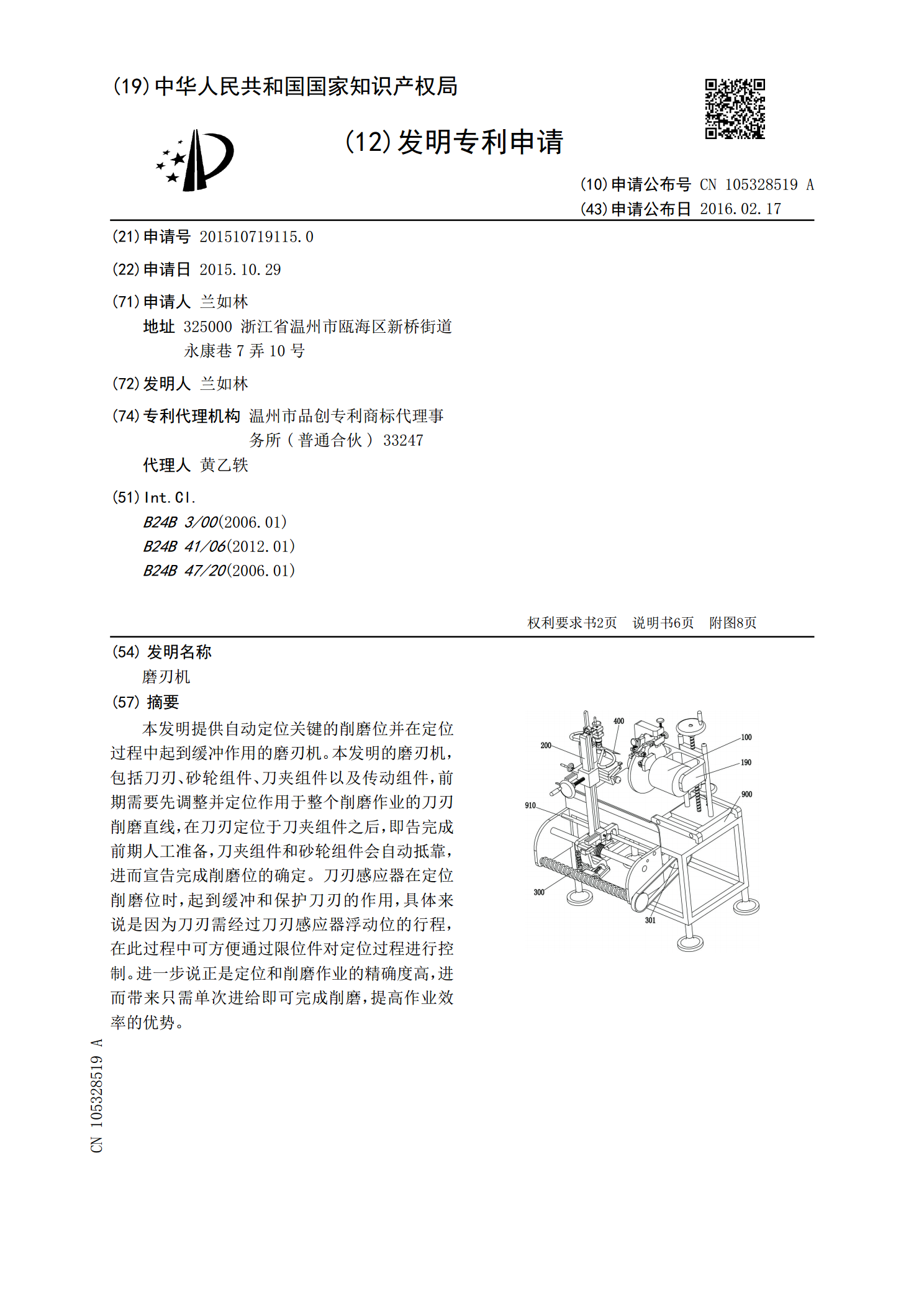
本发明提供自动定位关键的削磨位并在定位过程中起到缓冲作用的磨刃机。本发明的磨刃机,包括刀刃、砂轮组件、刀夹组件以及传动组件,前期需要先调整并定位作用于整个削磨作业的刀刃削磨直线,在刀刃定位于刀夹组件之后,即告完成前期人工准备,刀夹组件和砂轮组件会自动抵靠,进而宣告完成削磨位的确定。刀刃感应器在定位削磨位时,起到缓冲和保护刀刃的作用,具体来说是因为刀刃需经过刀刃感应器浮动位的行程,在此过程中可方便通过限位件对定位过程进行控制。进一步说正是定位和削磨作业的精确度高,进而带来只需单次进给即可完成削磨,提高作业效
刃磨机.pdf
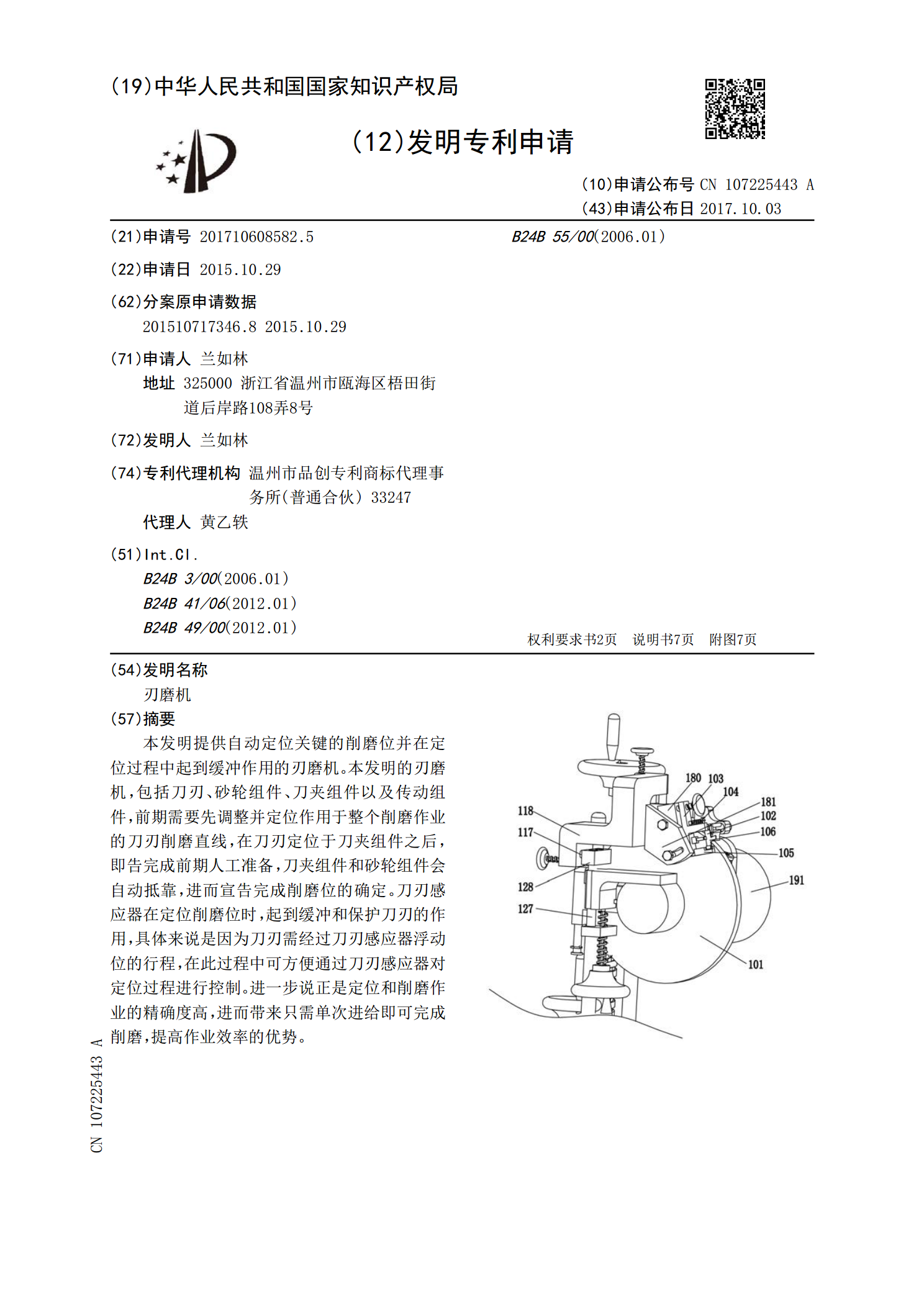
本发明提供自动定位关键的削磨位并在定位过程中起到缓冲作用的刃磨机。本发明的刃磨机,包括刀刃、砂轮组件、刀夹组件以及传动组件,前期需要先调整并定位作用于整个削磨作业的刀刃削磨直线,在刀刃定位于刀夹组件之后,即告完成前期人工准备,刀夹组件和砂轮组件会自动抵靠,进而宣告完成削磨位的确定。刀刃感应器在定位削磨位时,起到缓冲和保护刀刃的作用,具体来说是因为刀刃需经过刀刃感应器浮动位的行程,在此过程中可方便通过刀刃感应器对定位过程进行控制。进一步说正是定位和削磨作业的精确度高,进而带来只需单次进给即可完成削磨,提高作

刃磨机.pdf
本发明提供自动定位关键的削磨位并在定位过程中起到缓冲作用的刃磨机。本发明的刃磨机,包括刀刃、砂轮组件、刀夹组件以及传动组件,前期需要先调整并定位作用于整个削磨作业的刀刃削磨直线,在刀刃定位于刀夹组件之后,即告完成前期人工准备,刀夹组件和砂轮组件会自动抵靠,进而宣告完成削磨位的确定。正是定位和削磨作业的精确度高,进而带来只需单次进给即可完成削磨,提高作业效率的优势。

刃磨机.pdf
本发明提供自动定位关键的削磨位并在定位过程中起到缓冲作用的刃磨机。本发明的刃磨机,包括刀刃、砂轮组件、刀夹组件以及传动组件,前期需要先调整并定位作用于整个削磨作业的刀刃削磨直线,在刀刃定位于刀夹组件之后,即告完成前期人工准备,刀夹组件和砂轮组件会自动抵靠,进而宣告完成削磨位的确定。刀刃感应器在定位削磨位时,起到缓冲和保护刀刃的作用,具体来说是因为刀刃需经过刀刃感应器浮动位的行程,在此过程中可方便通过刀刃感应器对定位过程进行控制。进一步说正是定位和削磨作业的精确度高,进而带来只需单次进给即可完成削磨,提高作

刃磨机.pdf
本发明提供主要用于布料、皮料以及革料上裁剪的刃磨机,能自动定位关键的削磨位并在定位过程中起到缓冲作用。本发明的刃磨机,包括刀刃、砂轮组件、刀夹组件以及传动组件,前期需要先调整并定位作用于整个削磨作业的刀刃削磨直线,在刀刃定位于刀夹组件之后,即告完成前期人工准备,刀夹组件和砂轮组件会自动抵靠,进而宣告完成削磨位的确定。正是定位和削磨作业的精确度高,进而带来只需单次进给即可完成削磨,提高作业效率的优势。