
一种基于静电纺丝的3D打印方法.pdf

Jo****63


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种基于静电纺丝的3D打印方法.pdf
本发明公开了一种基于静电纺丝的3D打印方法,其通过计算机绘制三维模型,并获取三维模型中各层截面的轮廓数据和填充数据,选取多种高分子材料制作多份不同的3D打印材料,通过不同的纺丝喷头与工作平台的高压静电场下形成不同材料的纤维丝,通过激光的照射使得纤维丝沉积在工作平台的指定区域中,实现单层截面结构的制作,重复单层截面结构的制作完成整个三维模型的3D打印。本方法设置多个纺丝喷头配合多份不同的打印材料实现3D打印,对3D打印材料的制作要求低、打印质量高、打印精度高、打印材质丰富不单一,加工控制灵活,适用范围广。其

一种基于近场静电纺丝的微纳结构的3D打印方法.pdf
本发明公开了一种基于近场静电纺丝的微纳结构的3D打印方法,该方法将3D打印技术的分层制造原理与近场静电纺丝微小液滴或微纳纤维丝成形控制技术相结合,首先利用计算机设计零件模型,并对模型的轮廓数据和填充数据处理得到喷头与接收平台的相对运动数据;然后通过控制电压、接收距离、流速、温度、湿度等因素将材料液体制备成微纳液体流或微微纳纤维丝;并通过碰头与接收平台的相对移动实现微纳液体流或微微纳纤维丝的有序堆积;通过分层制造,层层堆积进而实现了微纳米结构的成形制造;本发明可以实现微纳结构的多材料、低成本快速制造。

一种基于静电纺丝法的面成型快速3D打印装置.pdf
本发明属于打印设备技术领域,具体涉及一种基于静电纺丝法的面成型快速3D打印装置,主体结构包括外壳体、升降接收板、高压静电发生器、驱动滚轮、从动滚轮、左料桶、右料桶、顶针升降板、柔性膜和顶针,采用原材料直接熔融利用静电纺丝方式进行3D打印,通过同时控制多个顶针的上下移动实现平面上多点射流的通断控制,使平面上多股射流同步快速精确定位沉积固化并粘接,逐面成型形成制品,提高了3D打印的效率,通过对射流直径的可控调节,达到制品精度调控的目的;其结构简单,易于操作,能够实现一面同时成型且精度可控的面成型快速3D打印,

一种基于网格交点触发式静电纺丝法的3D打印装置.pdf
本发明属于打印设备技术领域,涉及一种基于网格交点触发式静电纺丝法的3D打印装置,主体结构包括外壳体、涂覆料筒、升降底座、接收板、驱动滚轮、从动滚轮、右导向轮、回收料筒、左导向轮、顶针板、导电网、顶针和高压静电发生器,顶针带电并且向下移动,逐渐靠近导电网,当到达设定距离后,导电网局部感应带电,感应电荷聚集在网格节点处,网格节点处的熔体/溶液在感应电场作用下,形成射流,射流下落到接收板冷却或者溶剂挥发固化后形成制品,多个顶针同时向下移动,网格节点处同时形成射流,实现逐面成型,顶针断电并且向上抬起,感应电场消失
一种静电纺丝装置及纺丝方法.pdf
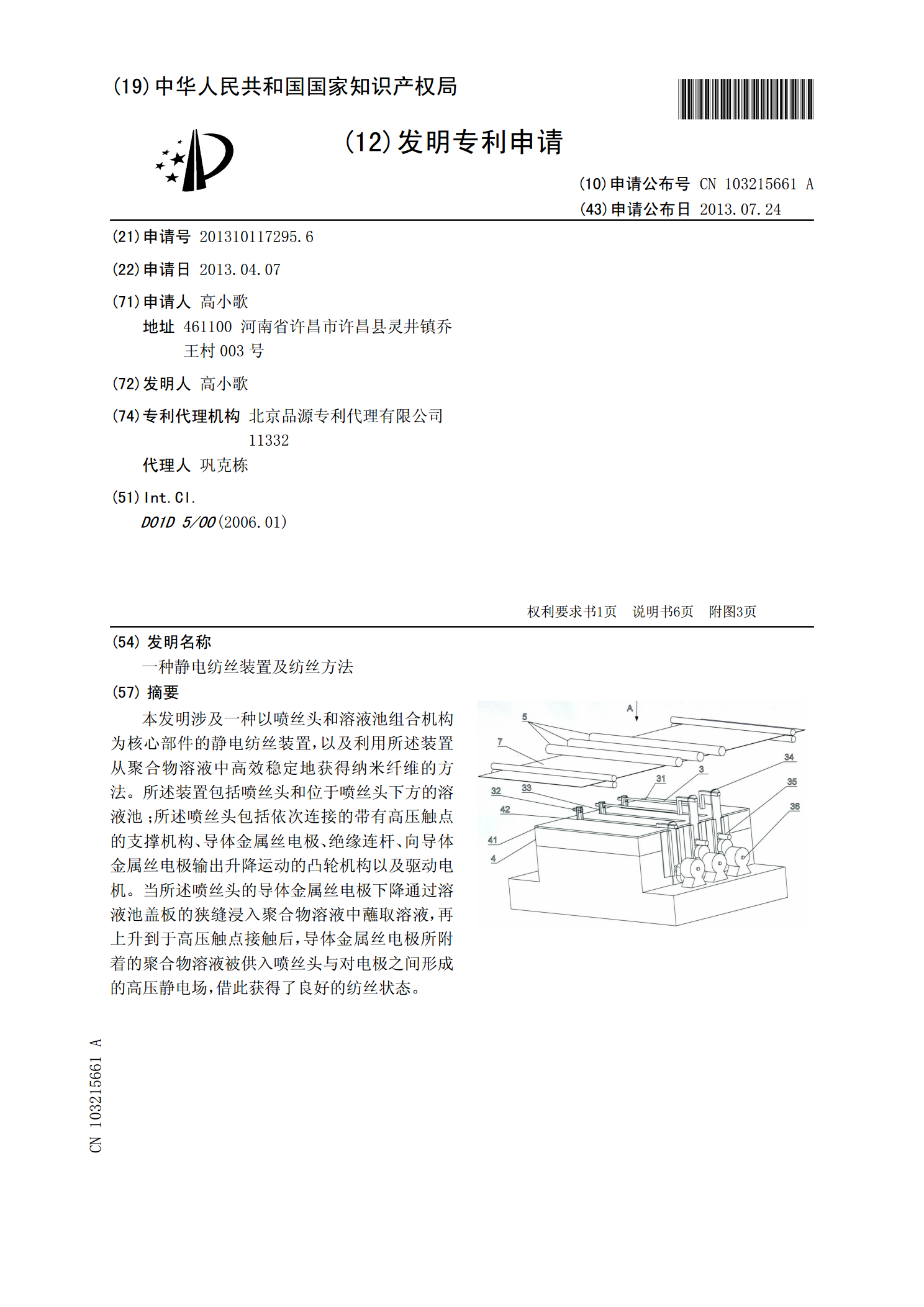
本发明涉及一种以喷丝头和溶液池组合机构为核心部件的静电纺丝装置,以及利用所述装置从聚合物溶液中高效稳定地获得纳米纤维的方法。所述装置包括喷丝头和位于喷丝头下方的溶液池;所述喷丝头包括依次连接的带有高压触点的支撑机构、导体金属丝电极、绝缘连杆、向导体金属丝电极输出升降运动的凸轮机构以及驱动电机。当所述喷丝头的导体金属丝电极下降通过溶液池盖板的狭缝浸入聚合物溶液中蘸取溶液,再上升到于高压触点接触后,导体金属丝电极所附着的聚合物溶液被供入喷丝头与对电极之间形成的高压静电场,借此获得了良好的纺丝状态。