
一种冲孔模具.pdf

岚风****55


1/10
2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种模具垫片冲孔模具.pdf
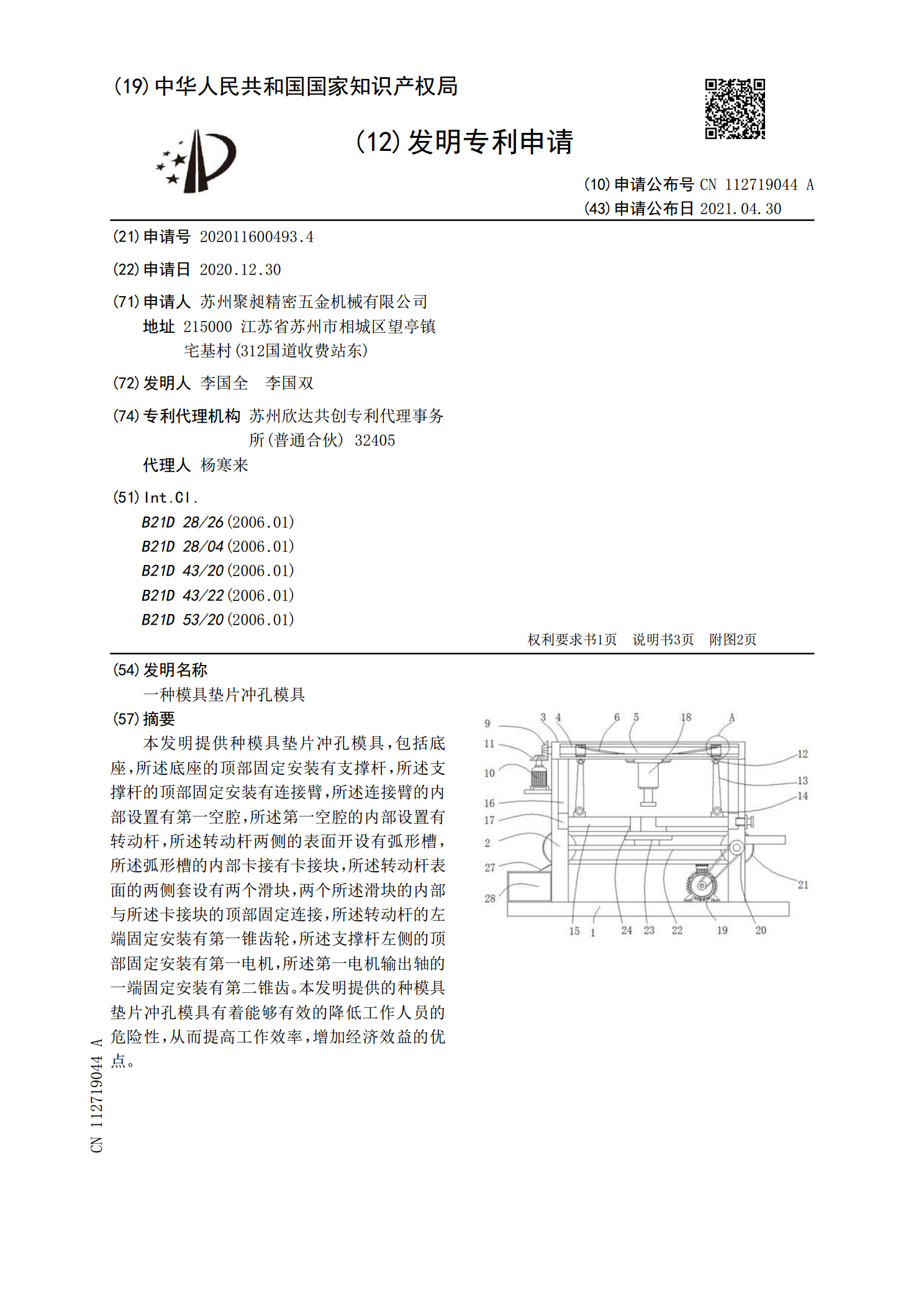
本发明提供种模具垫片冲孔模具,包括底座,所述底座的顶部固定安装有支撑杆,所述支撑杆的顶部固定安装有连接臂,所述连接臂的内部设置有第一空腔,所述第一空腔的内部设置有转动杆,所述转动杆两侧的表面开设有弧形槽,所述弧形槽的内部卡接有卡接块,所述转动杆表面的两侧套设有两个滑块,两个所述滑块的内部与所述卡接块的顶部固定连接,所述转动杆的左端固定安装有第一锥齿轮,所述支撑杆左侧的顶部固定安装有第一电机,所述第一电机输出轴的一端固定安装有第二锥齿。本发明提供的种模具垫片冲孔模具有着能够有效的降低工作人员的危险性,从而提

一种冲孔模具.pdf
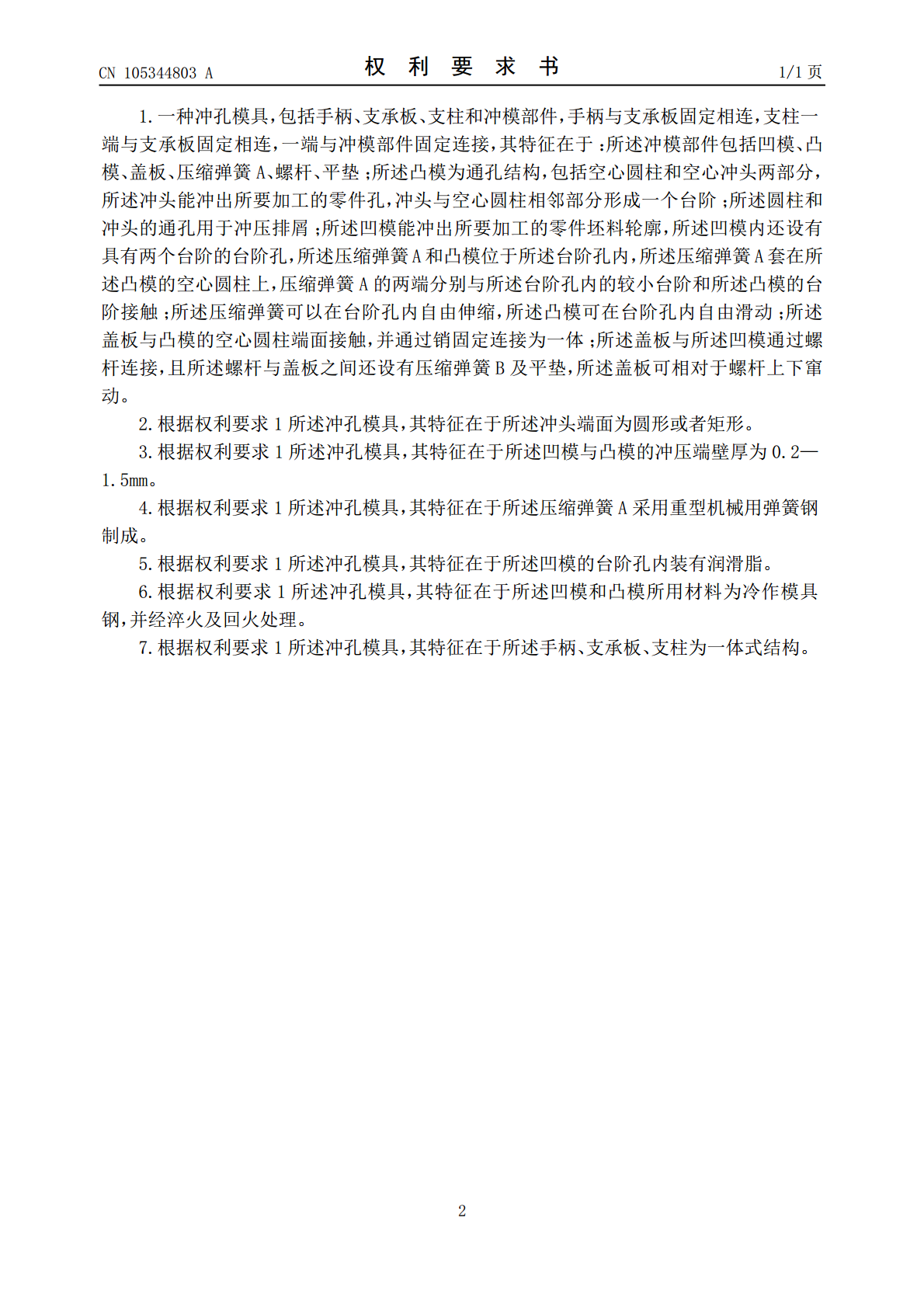
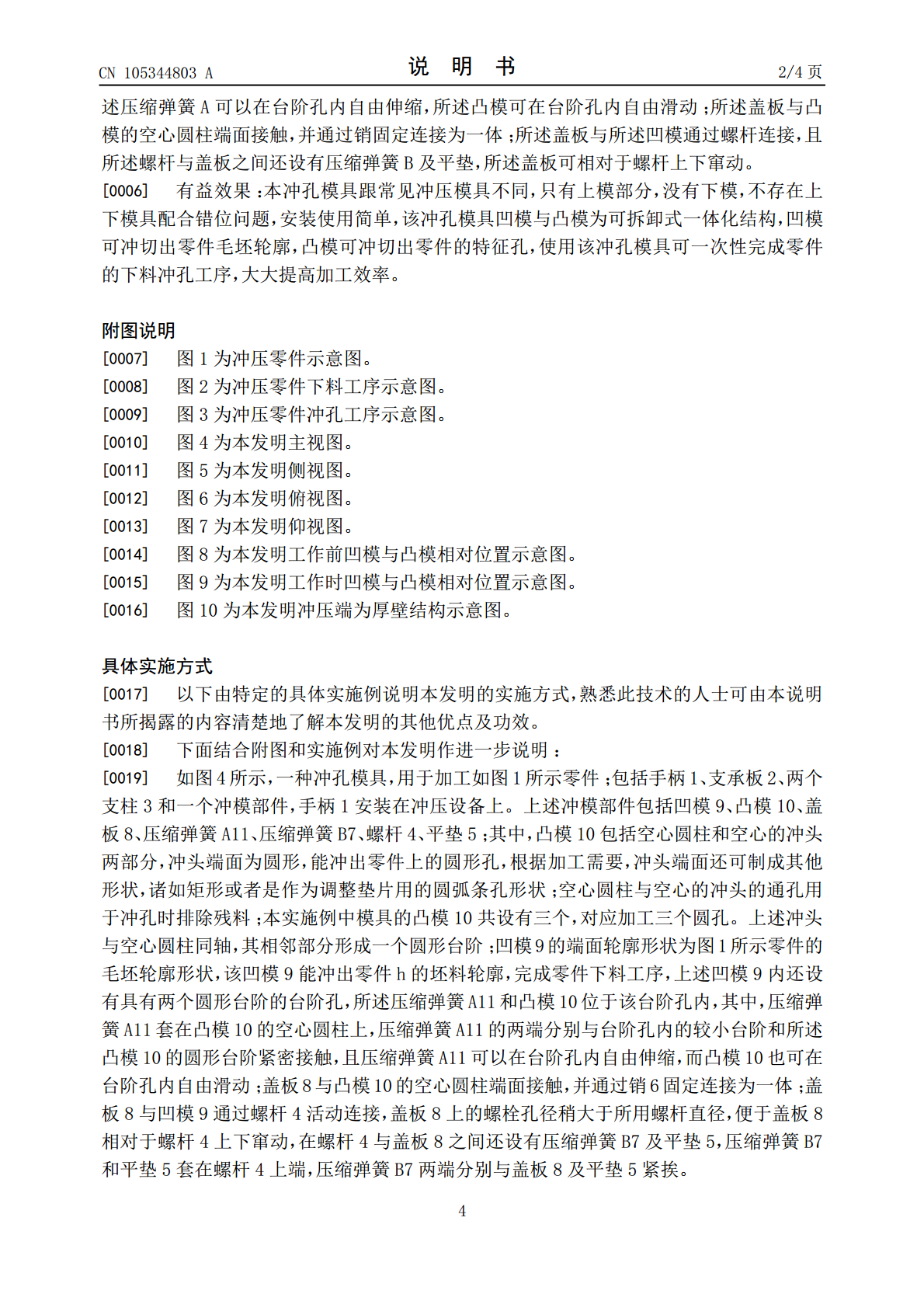
本发明公开了一种冲孔模具,包括手柄、支承板、支柱和冲模部件,手柄与支承板固定相连,支柱一端与支承板固定相连,一端与冲模部件固定连接,所述冲模部件包括凹模、凸模、盖板、压缩弹簧A、压缩弹簧B、螺杆、平垫;所述凸模为通孔结构,包括空心圆柱和空心冲头两部分,所述冲头能冲出所要加工的零件孔,冲头与空心圆柱相邻部分形成一个台阶;所述圆柱和冲头的通孔用于冲压排屑;所述凹模能冲出所要加工的零件坯料轮廓。本冲孔模具可一次性完成零件的下料、冲孔工序,大大提高加工效率。

一种冲孔模具.pdf
本发明公开了一种冲孔模具,其结构包括固定杆、冲头、弹簧片、支撑板、木板承载机构,弹簧片共有四个,并且与支撑板的上端相固定,固定杆固定在冲头的四周,木板承载机构固定安装在支撑板下端,材料固定在放置槽,使得承重块与材料进行密封贴合,这时冲头从冲击点对材料进行冲孔作业,作业做产生的压力使得材料对承重块施加压力,继而进入吸压袋使其膨胀,气囊袋上端的展开袋和承重块上端的柔软块被材料进行压缩,因其缓冲性和柔软性,以及吸附性,缓解了冲头作业的强烈震荡,通过阻挡块内部的压力块进行缓冲,压力块受到的作用力会作用于滑轮上,继
一种冲孔模具的冲头机构及冲孔模具.pdf
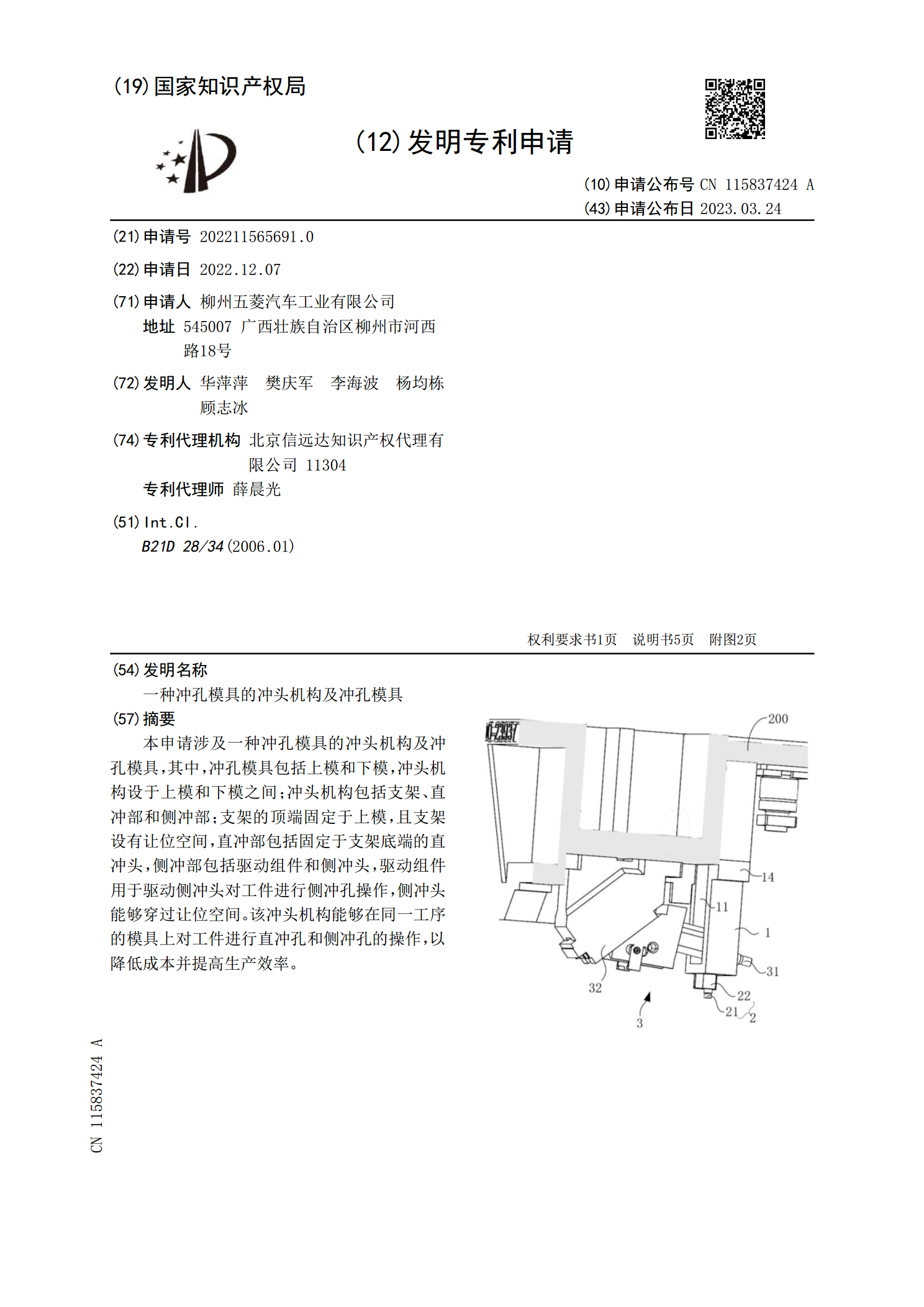
本申请涉及一种冲孔模具的冲头机构及冲孔模具,其中,冲孔模具包括上模和下模,冲头机构设于上模和下模之间;冲头机构包括支架、直冲部和侧冲部;支架的顶端固定于上模,且支架设有让位空间,直冲部包括固定于支架底端的直冲头,侧冲部包括驱动组件和侧冲头,驱动组件用于驱动侧冲头对工件进行侧冲孔操作,侧冲头能够穿过让位空间。该冲头机构能够在同一工序的模具上对工件进行直冲孔和侧冲孔的操作,以降低成本并提高生产效率。
一种侧面冲孔模具.pdf
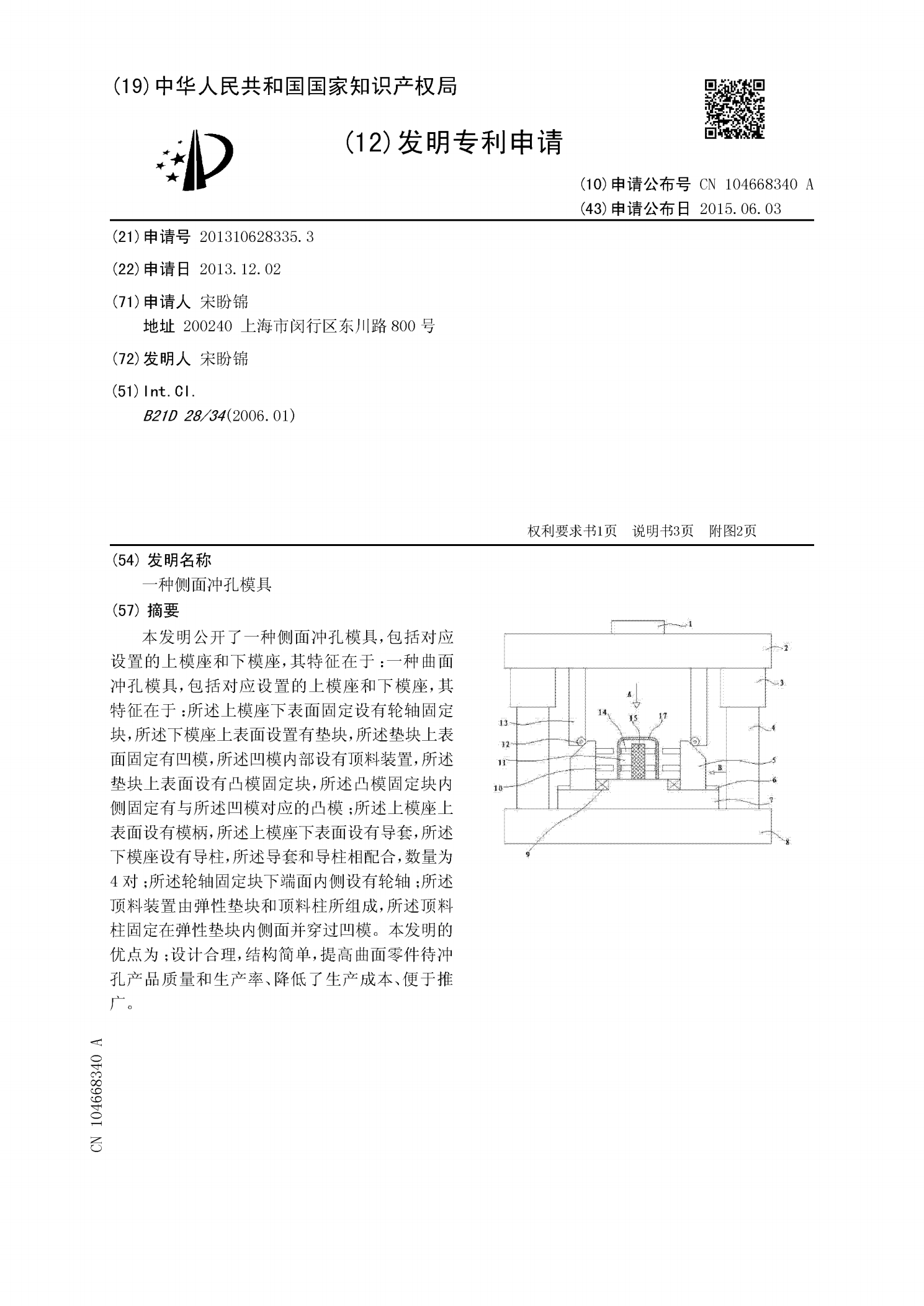
本发明公开了一种侧面冲孔模具,包括对应设置的上模座和下模座,其特征在于:一种曲面冲孔模具,包括对应设置的上模座和下模座,其特征在于:所述上模座下表面固定设有轮轴固定块,所述下模座上表面设置有垫块,所述垫块上表面固定有凹模,所述凹模内部设有顶料装置,所述垫块上表面设有凸模固定块,所述凸模固定块内侧固定有与所述凹模对应的凸模;所述上模座上表面设有模柄,所述上模座下表面设有导套,所述下模座设有导柱,所述导套和导柱相配合,数量为4对;所述轮轴固定块下端面内侧设有轮轴;所述顶料装置由弹性垫块和顶料柱所组成,所述顶料