
一种立式双主轴汽车轮毂柔性加工中心.pdf

是向****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种立式双主轴汽车轮毂柔性加工中心.pdf
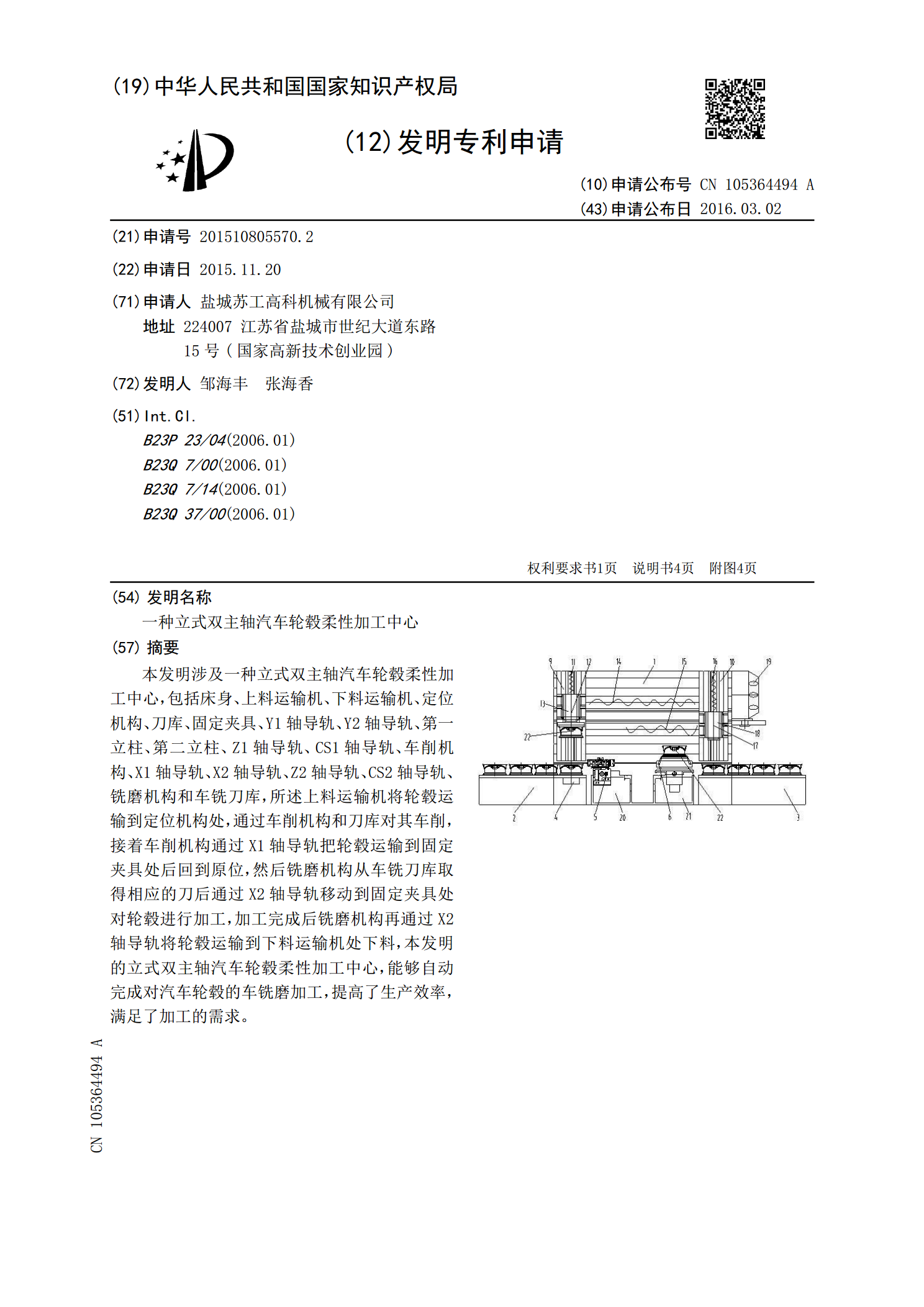
本发明涉及一种立式双主轴汽车轮毂柔性加工中心,包括床身、上料运输机、下料运输机、定位机构、刀库、固定夹具、Y1轴导轨、Y2轴导轨、第一立柱、第二立柱、Z1轴导轨、CS1轴导轨、车削机构、X1轴导轨、X2轴导轨、Z2轴导轨、CS2轴导轨、铣磨机构和车铣刀库,所述上料运输机将轮毂运输到定位机构处,通过车削机构和刀库对其车削,接着车削机构通过X1轴导轨把轮毂运输到固定夹具处后回到原位,然后铣磨机构从车铣刀库取得相应的刀后通过X2轴导轨移动到固定夹具处对轮毂进行加工,加工完成后铣磨机构再通过X2轴导轨将轮毂运输到
一种新型双主轴立式加工中心.pdf
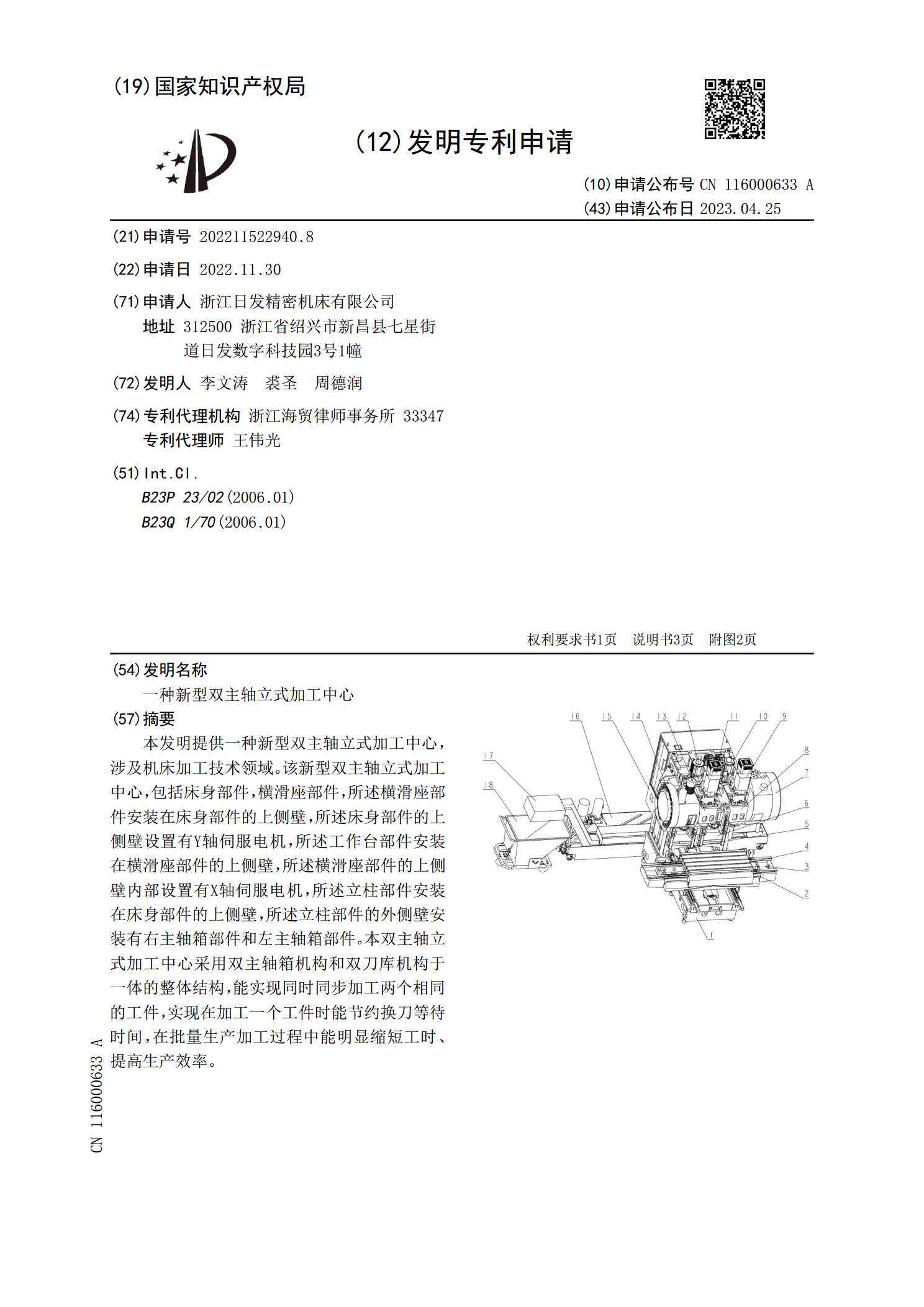
本发明提供一种新型双主轴立式加工中心,涉及机床加工技术领域。该新型双主轴立式加工中心,包括床身部件,横滑座部件,所述横滑座部件安装在床身部件的上侧壁,所述床身部件的上侧壁设置有Y轴伺服电机,所述工作台部件安装在横滑座部件的上侧壁,所述横滑座部件的上侧壁内部设置有X轴伺服电机,所述立柱部件安装在床身部件的上侧壁,所述立柱部件的外侧壁安装有右主轴箱部件和左主轴箱部件。本双主轴立式加工中心采用双主轴箱机构和双刀库机构于一体的整体结构,能实现同时同步加工两个相同的工件,实现在加工一个工件时能节约换刀等待时间,在批
一种双主轴双刀库立式加工中心专机.pdf
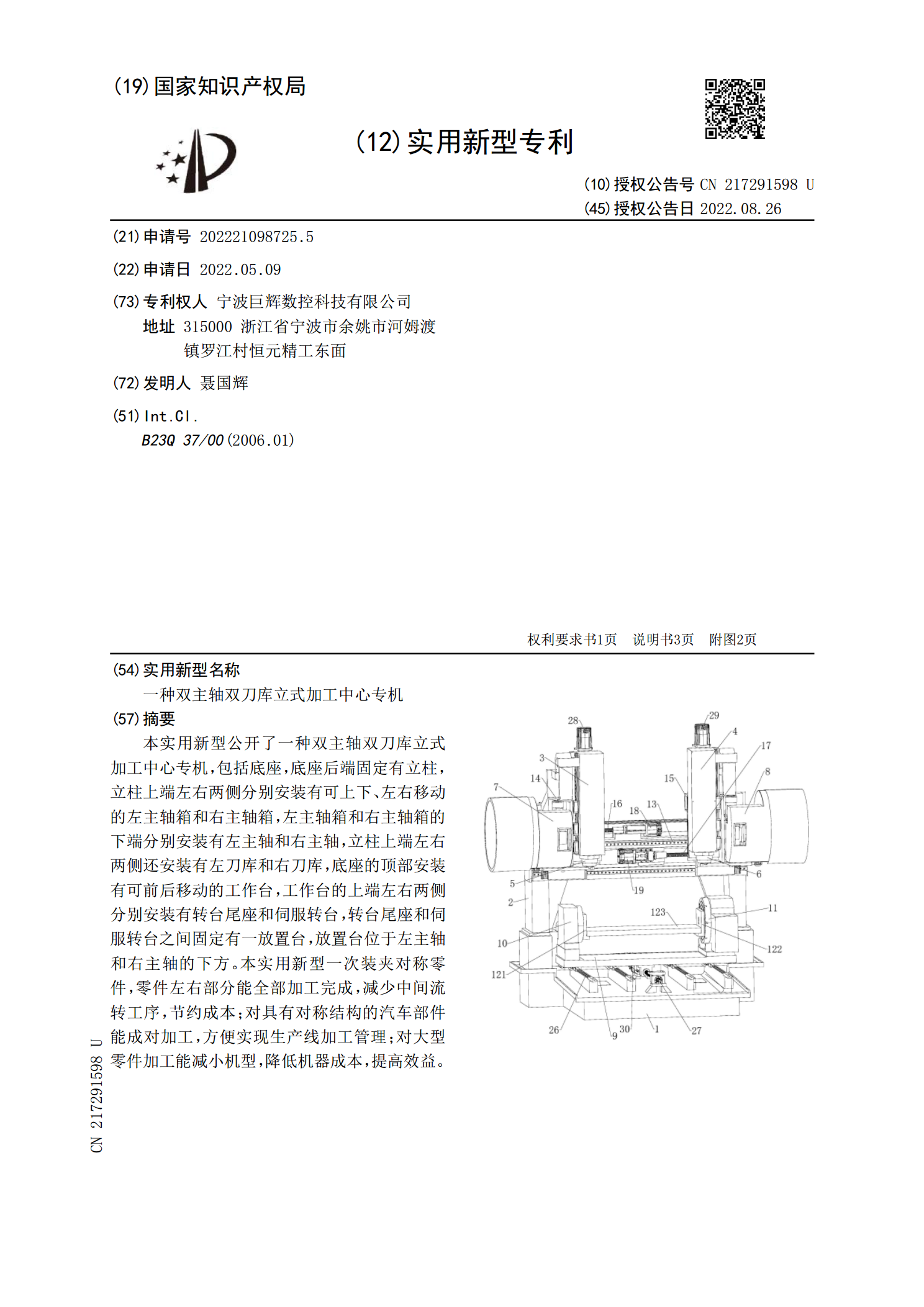
本实用新型公开了一种双主轴双刀库立式加工中心专机,包括底座,底座后端固定有立柱,立柱上端左右两侧分别安装有可上下、左右移动的左主轴箱和右主轴箱,左主轴箱和右主轴箱的下端分别安装有左主轴和右主轴,立柱上端左右两侧还安装有左刀库和右刀库,底座的顶部安装有可前后移动的工作台,工作台的上端左右两侧分别安装有转台尾座和伺服转台,转台尾座和伺服转台之间固定有一放置台,放置台位于左主轴和右主轴的下方。本实用新型一次装夹对称零件,零件左右部分能全部加工完成,减少中间流转工序,节约成本;对具有对称结构的汽车部件能成对加工,

一种立式加工中心主轴箱结构.pdf
一种立式加工中心主轴箱结构,包括主轴箱体,主轴箱体安装有主轴单元和主电机,主轴单元包括主轴带轮,主电机传动连接有主电机同步带轮,主轴带轮与主电机同步带轮通过第一同步带传动相连,主轴带轮与主电机同步带轮的传动比大于1:1;主轴箱体内固定安装有编码器座,编码器座上相对旋转安装有传动轴,传动轴一端传动连接有编码器带轮,传动轴另一端连接有编码器联轴节,编码器联轴节连接有编码器,编码器固定安装在编码器座上,主轴单元上安装有带轮,带轮与编码器带轮通过第二同步带传动相连,带轮与编码器带轮的传动比为1:1。主轴单元通过增
一种汽车轮毂柔性加工夹具.pdf
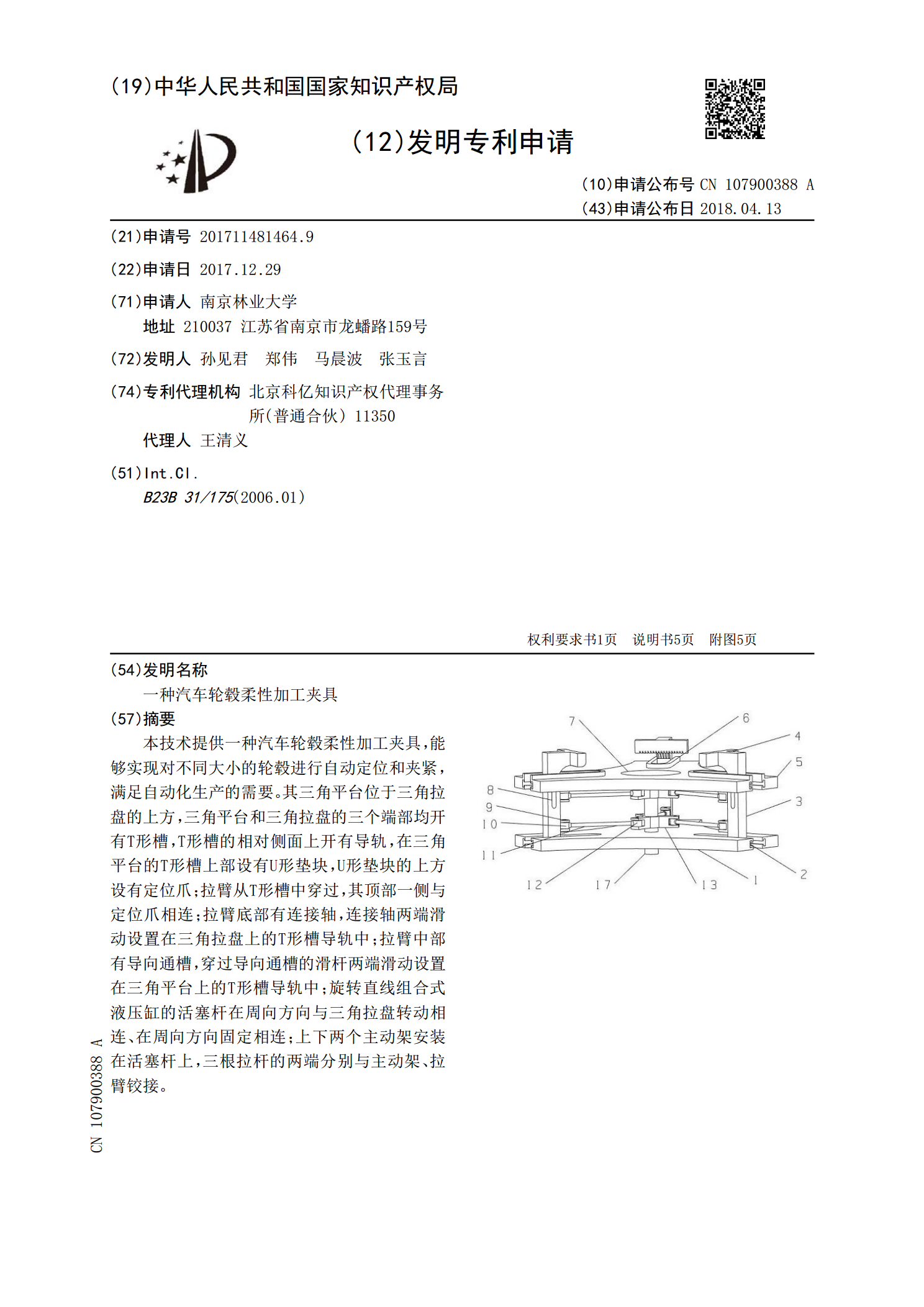
本技术提供一种汽车轮毂柔性加工夹具,能够实现对不同大小的轮毂进行自动定位和夹紧,满足自动化生产的需要。其三角平台位于三角拉盘的上方,三角平台和三角拉盘的三个端部均开有T形槽,T形槽的相对侧面上开有导轨,在三角平台的T形槽上部设有U形垫块,U形垫块的上方设有定位爪;拉臂从T形槽中穿过,其顶部一侧与定位爪相连;拉臂底部有连接轴,连接轴两端滑动设置在三角拉盘上的T形槽导轨中;拉臂中部有导向通槽,穿过导向通槽的滑杆两端滑动设置在三角平台上的T形槽导轨中;旋转直线组合式液压缸的活塞杆在周向方向与三角拉盘转动相连、在