
触针式轮廓法检测Ra值的误差分析及其判定.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

触针式轮廓法检测Ra值的误差分析及其判定.docx
触针式轮廓法检测Ra值的误差分析及其判定触针式轮廓法是一种常用于检测表面粗糙度的方法,其中常用的是使用针形探针,通过测量探针在表面上移动的高度变化来计算表面的轮廓。Ra值是衡量表面粗糙度的常见指标,其误差分析对于准确评估表面粗糙度非常重要。本文将从以下几个方面进行误差分析:探针的形状、探针的尺寸、测量过程中的噪声以及数据处理中的算法。首先,探针的形状是影响测量精度的关键因素之一。通常情况下,针形探针的形状是一个锥形,在实际使用过程中,由于加工误差或磨损等原因,探针的形状可能会发生变化。这种变化会直接影响到
一种触针式轮廓仪传感器非线性误差的校正方法.pdf
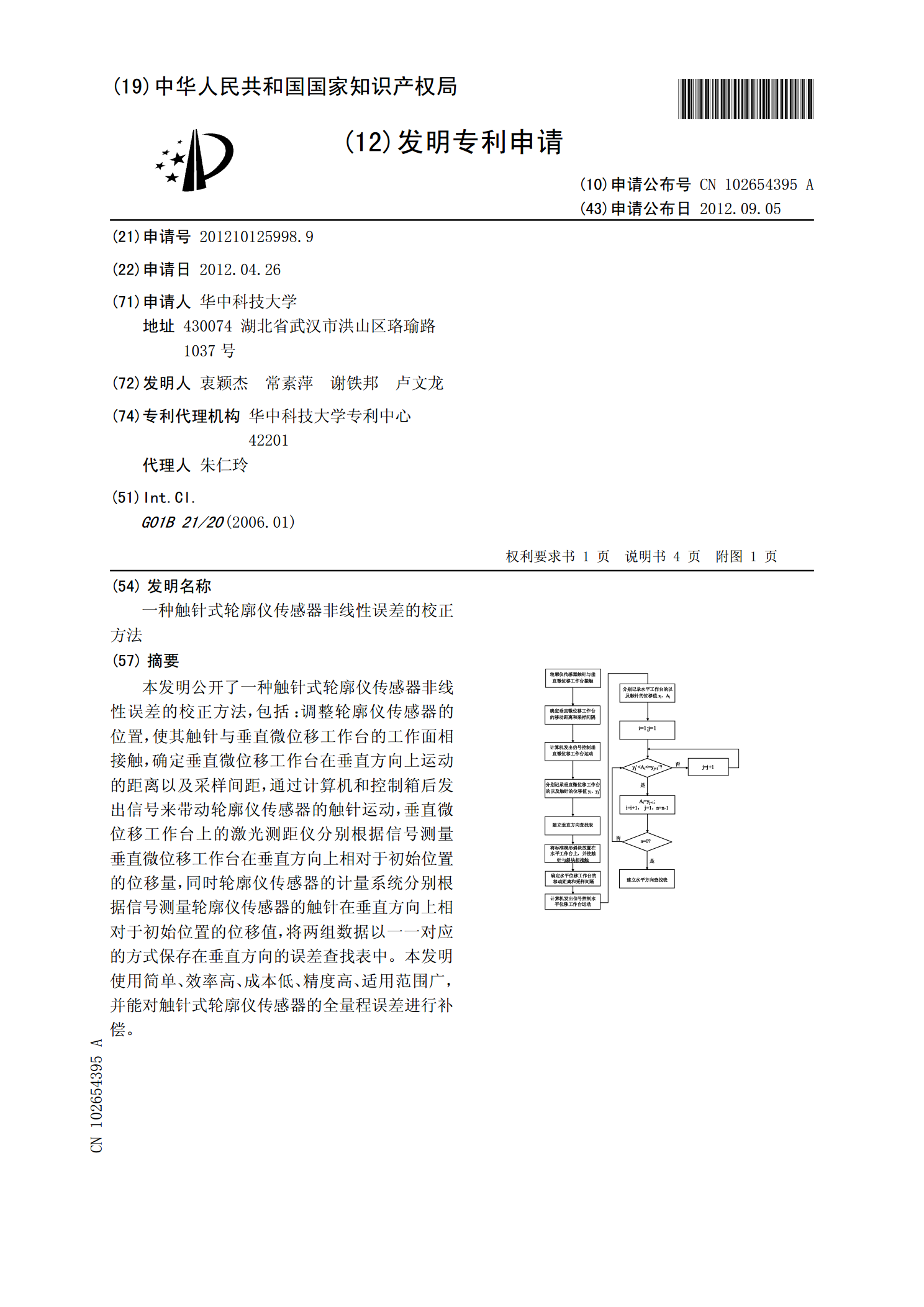
本发明公开了一种触针式轮廓仪传感器非线性误差的校正方法,包括:调整轮廓仪传感器的位置,使其触针与垂直微位移工作台的工作面相接触,确定垂直微位移工作台在垂直方向上运动的距离以及采样间距,通过计算机和控制箱后发出信号来带动轮廓仪传感器的触针运动,垂直微位移工作台上的激光测距仪分别根据信号测量垂直微位移工作台在垂直方向上相对于初始位置的位移量,同时轮廓仪传感器的计量系统分别根据信号测量轮廓仪传感器的触针在垂直方向上相对于初始位置的位移值,将两组数据以一一对应的方式保存在垂直方向的误差查找表中。本发明使用简单、效
GB6062-85轮廓法触针式表面粗糙度测量仪轮廓记录.pdf
GB6062-85轮廓法触针式表面粗糙度测量仪轮廓记录.pdf

数控机床定位误差补偿及其对圆轮廓误差影响分析.docx
数控机床定位误差补偿及其对圆轮廓误差影响分析数控机床的定位误差是指机床在进行加工过程中,由于机床本身的结构、转动系统、传动系统以及热变形等因素,导致其工作台的实际位置与理论位置之间存在一定的偏差。在数控机床中,如何有效地补偿定位误差已经成为了制造业发展的重要课题。一、数控机床定位误差的原因数控机床的定位误差来源很多,其中包括机床的结构问题、传动系统问题、控制系统问题以及加工环境问题。1.机床的结构问题机床的结构问题是导致定位误差的主要因素之一。比如,如果机床的工作台和主轴箱之间存在松动,那么在机床处理高加