
磨毛 拉毛 抓毛 刷毛.doc

xf****65


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共39页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

磨毛 拉毛 抓毛 刷毛.doc
磨毛拉毛抓毛刷毛2009-04-0715:13磨毛是指用砂皮辊或金属辊在布面上磨擦;不同的面料使用不同的砂皮目数进行组合,以达到预期的磨毛效果。一般原则是高支纱使用高目数砂皮,低支纱采用低目数砂皮。砂皮辊有正转和反转之用,一般使用奇数只砂皮辊。影响砂皮磨毛效果的因素有:磨毛辊转速,车速,布身含潮率,包覆角,张力等;抓毛是用成一定角度的钢丝弯针插入纱线内部,钩出纤维,形成毛羽;与拉毛是一个意思,不同的说法而已;不同的布料使用不同的钢针,有圆头和尖头之分,一般来说,棉类的用尖头,毛类的用圆头;影响因素有:车速
一种磨毛机磨毛系统.pdf
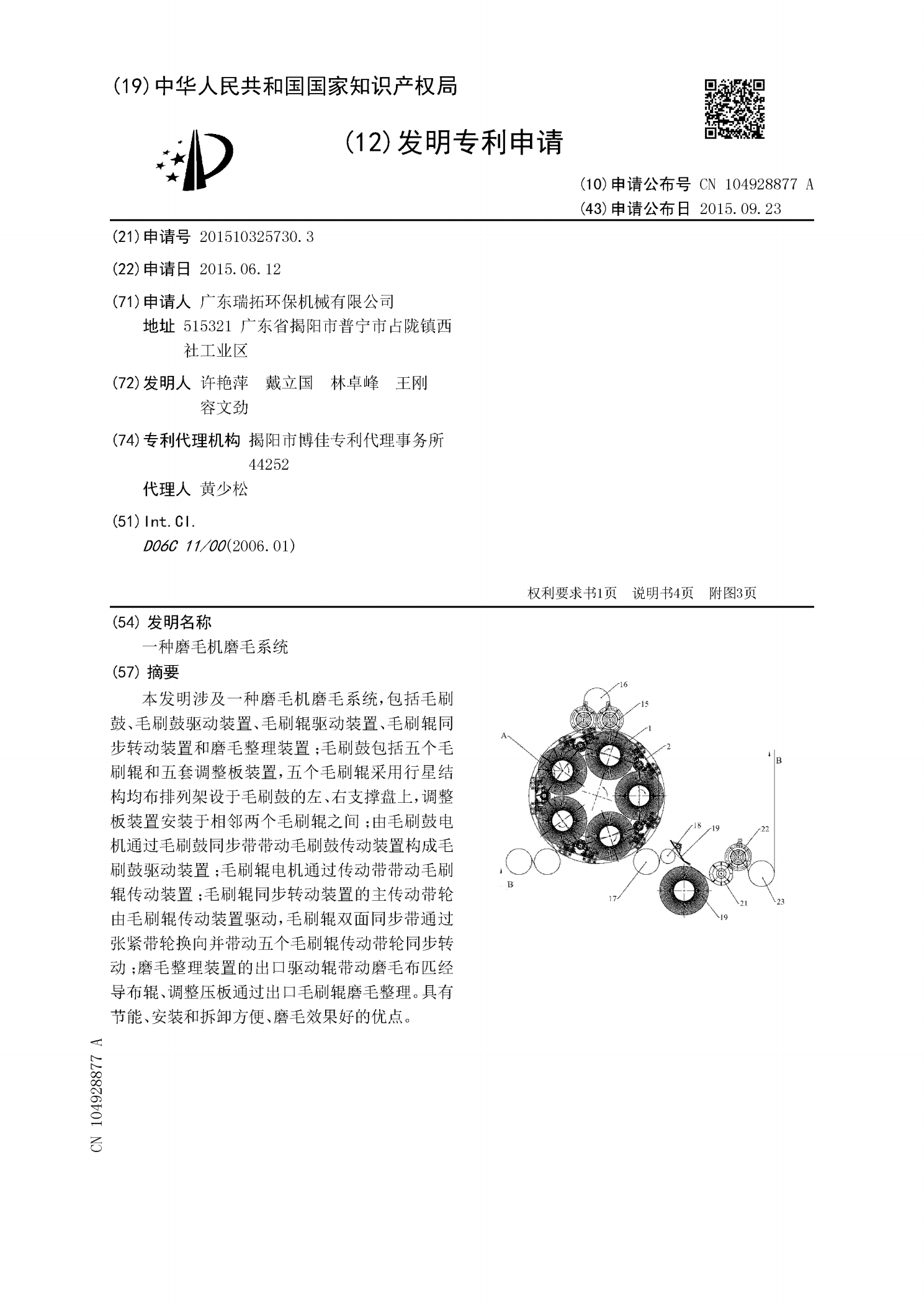
本发明涉及一种磨毛机磨毛系统,包括毛刷鼓、毛刷鼓驱动装置、毛刷辊驱动装置、毛刷辊同步转动装置和磨毛整理装置;毛刷鼓包括五个毛刷辊和五套调整板装置,五个毛刷辊采用行星结构均布排列架设于毛刷鼓的左、右支撑盘上,调整板装置安装于相邻两个毛刷辊之间;由毛刷鼓电机通过毛刷鼓同步带带动毛刷鼓传动装置构成毛刷鼓驱动装置;毛刷辊电机通过传动带带动毛刷辊传动装置;毛刷辊同步转动装置的主传动带轮由毛刷辊传动装置驱动,毛刷辊双面同步带通过张紧带轮换向并带动五个毛刷辊传动带轮同步转动;磨毛整理装置的出口驱动辊带动磨毛布匹经导布辊
印花面料刷毛吸毛机.pdf
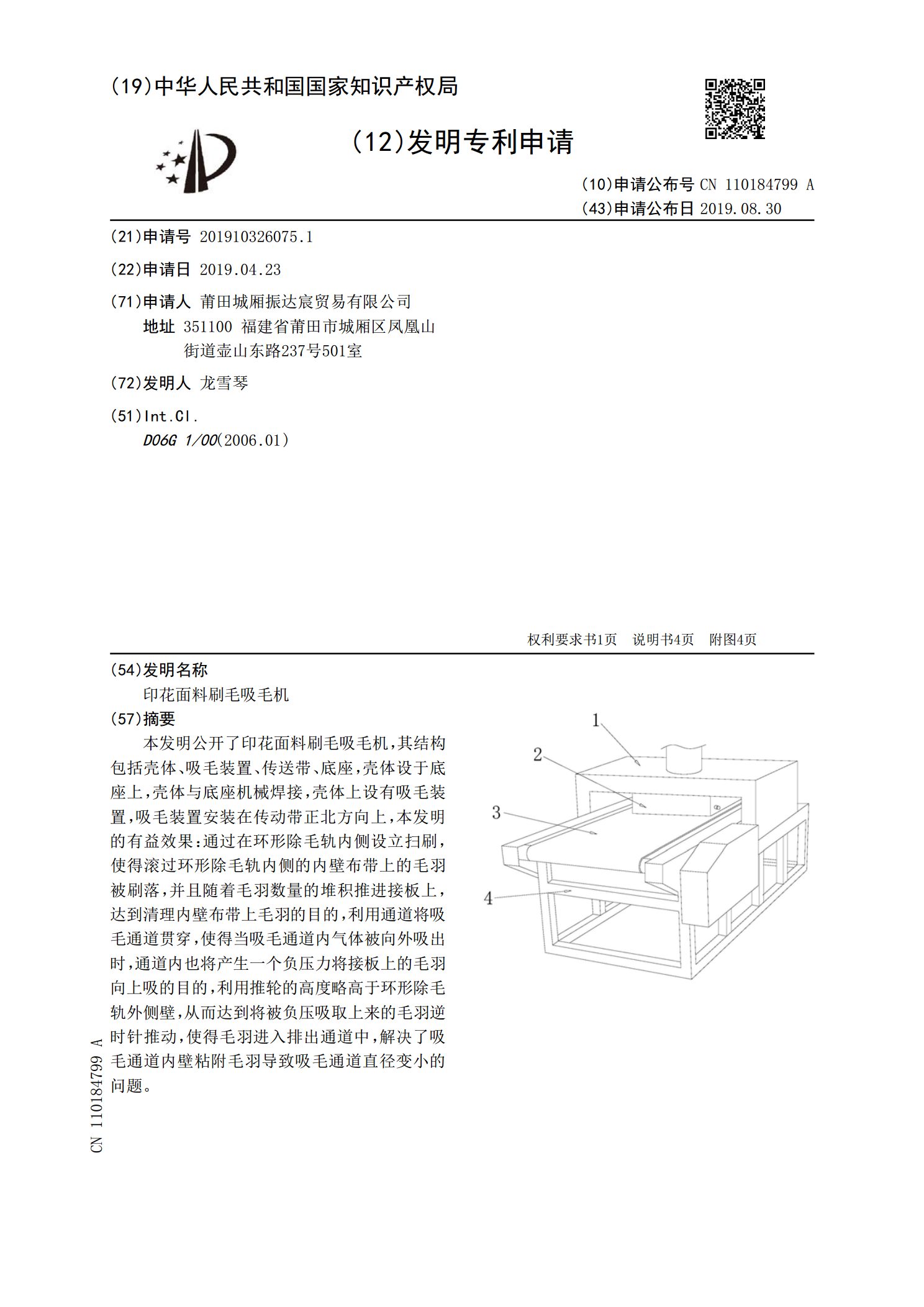
本发明公开了印花面料刷毛吸毛机,其结构包括壳体、吸毛装置、传送带、底座,壳体设于底座上,壳体与底座机械焊接,壳体上设有吸毛装置,吸毛装置安装在传动带正北方向上,本发明的有益效果:通过在环形除毛轨内侧设立扫刷,使得滚过环形除毛轨内侧的内壁布带上的毛羽被刷落,并且随着毛羽数量的堆积推进接板上,达到清理内壁布带上毛羽的目的,利用通道将吸毛通道贯穿,使得当吸毛通道内气体被向外吸出时,通道内也将产生一个负压力将接板上的毛羽向上吸的目的,利用推轮的高度略高于环形除毛轨外侧壁,从而达到将被负压吸取上来的毛羽逆时针推动,

磨毛床品掉毛怎么办.docx
磨毛床品掉毛怎么办磨毛床品掉毛怎么办开始准备过冬的床品啦,现在的天气降温就很难回升了。怕冷的人们应该能感觉到那种钻进被窝瑟瑟发抖的场景。但是磨毛床品掉毛怎么办,如果要解决这个问题,你需要了解磨毛床品了。下面就一起来看看吧磨毛床品掉毛怎么办磨毛,其实说通俗一点,就是布料通过磨毛机和金刚砂皮的磨擦,使织物表面形成一层具有短绒毛层感觉。磨毛四件套比一般全棉四件套贴身,比一般全棉四件套厚重许多,一套磨毛四件套的重量是一套普通四件套的2倍,所以,一般越重则成本越高。磨毛面料采用活性印花,具有不掉色,不起球特性,颜色
手持磨毛机.pdf
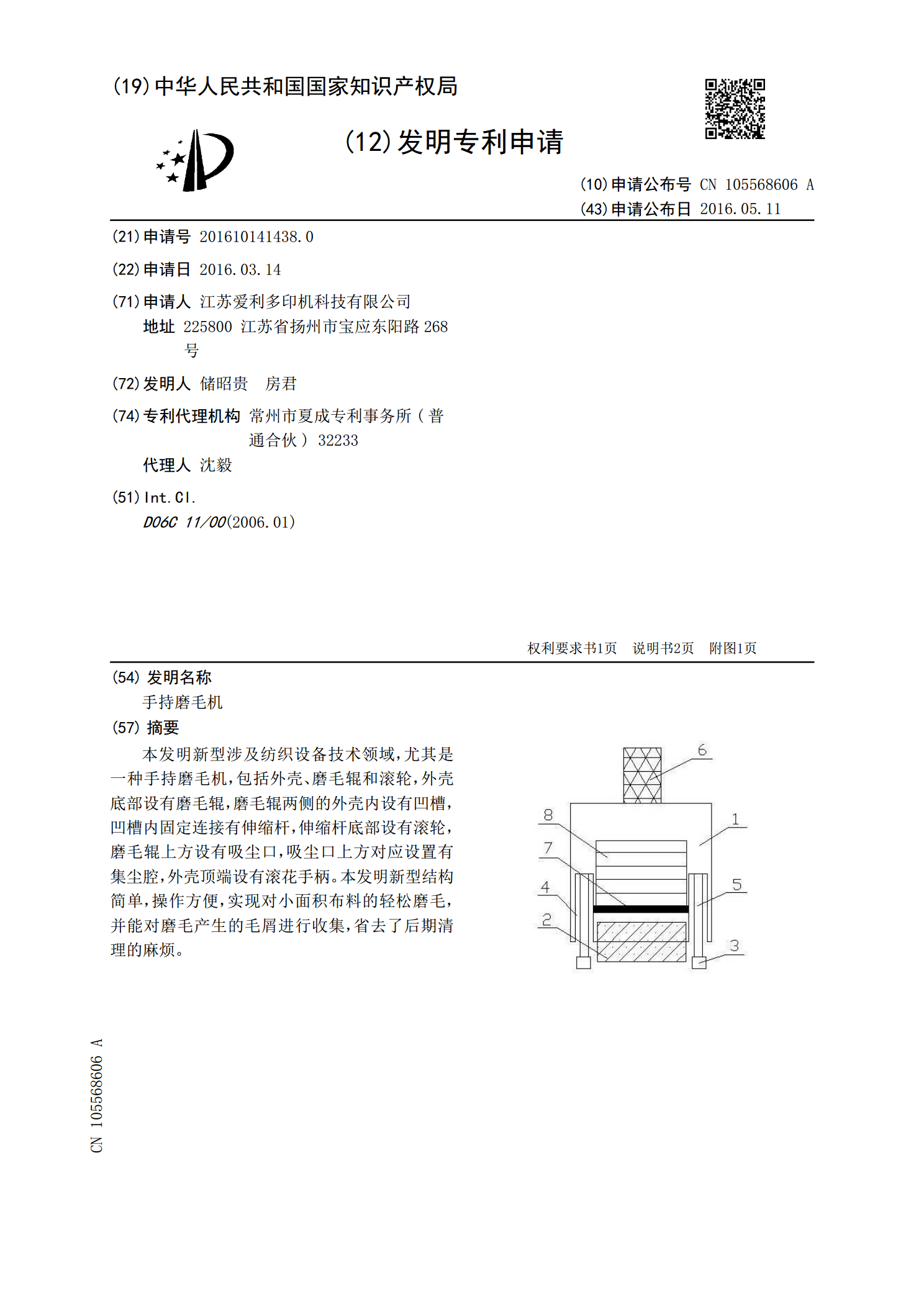
本发明新型涉及纺织设备技术领域,尤其是一种手持磨毛机,包括外壳、磨毛辊和滚轮,外壳底部设有磨毛辊,磨毛辊两侧的外壳内设有凹槽,凹槽内固定连接有伸缩杆,伸缩杆底部设有滚轮,磨毛辊上方设有吸尘口,吸尘口上方对应设置有集尘腔,外壳顶端设有滚花手柄。本发明新型结构简单,操作方便,实现对小面积布料的轻松磨毛,并能对磨毛产生的毛屑进行收集,省去了后期清理的麻烦。