
港珠澳大桥沉管预制端钢壳安装测量技术--完全版.pdf

xf****65

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
港珠澳大桥沉管预制端钢壳安装测量技术--完全版.pdf
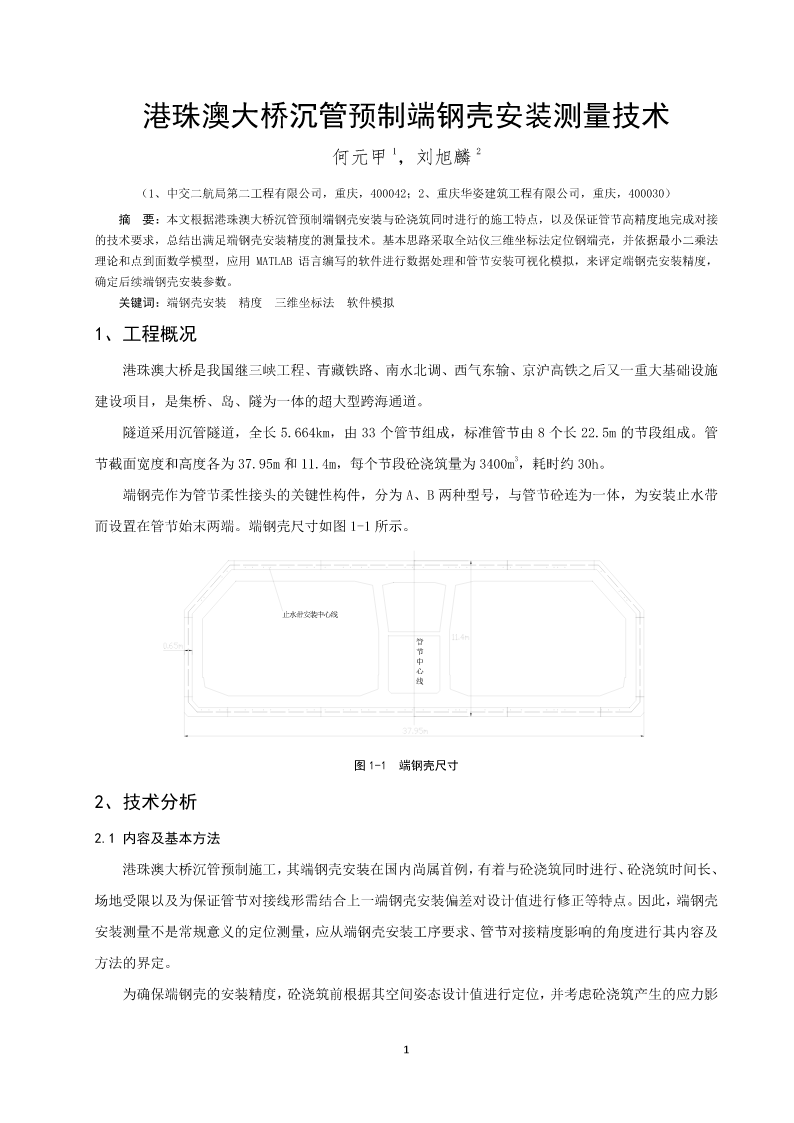
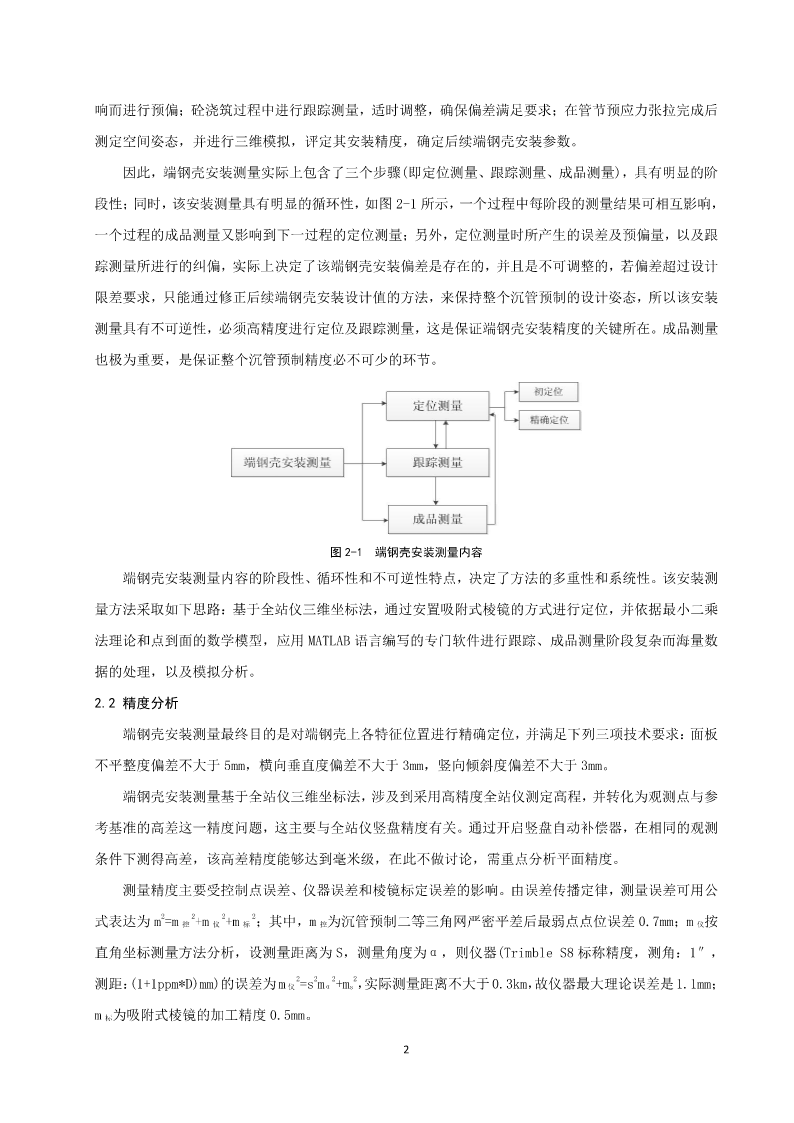
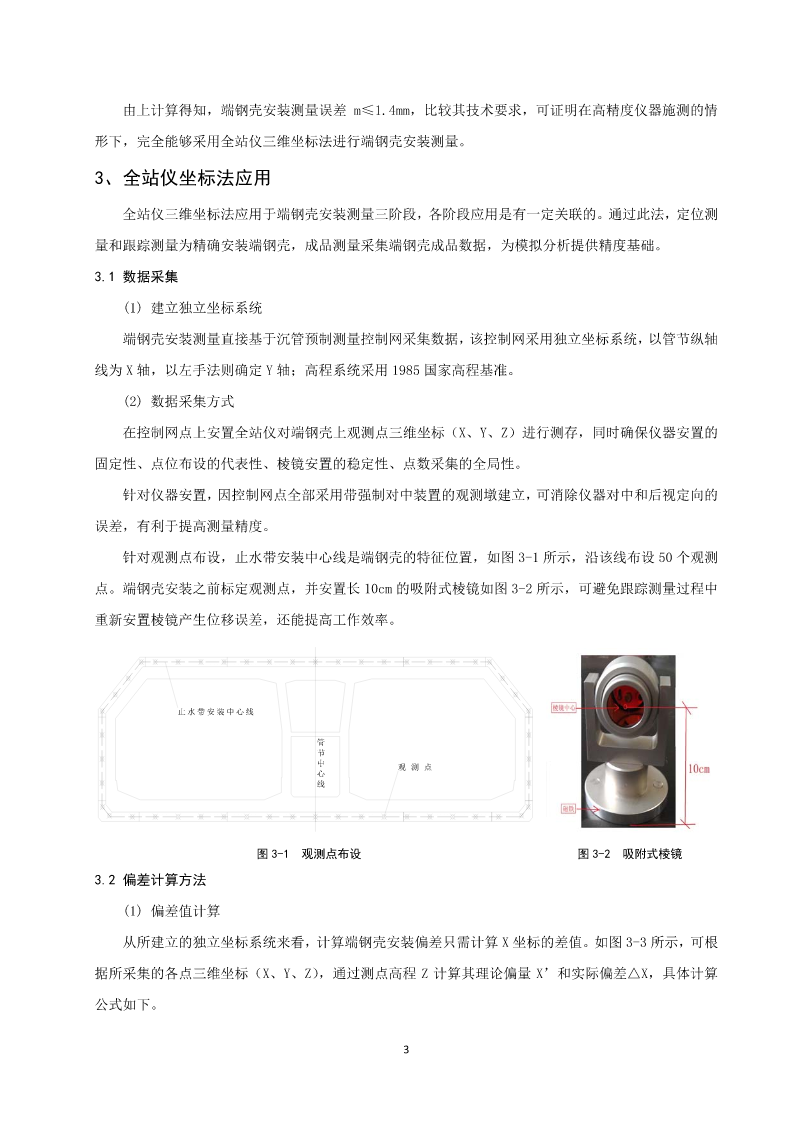
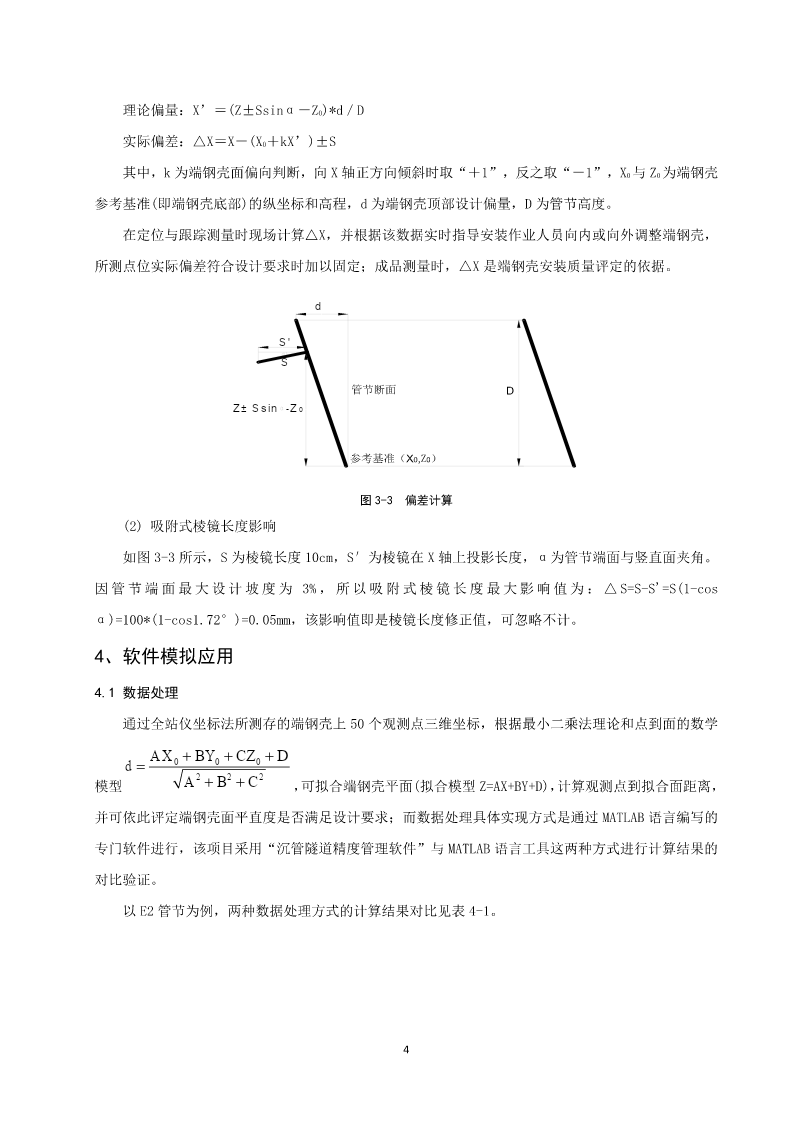
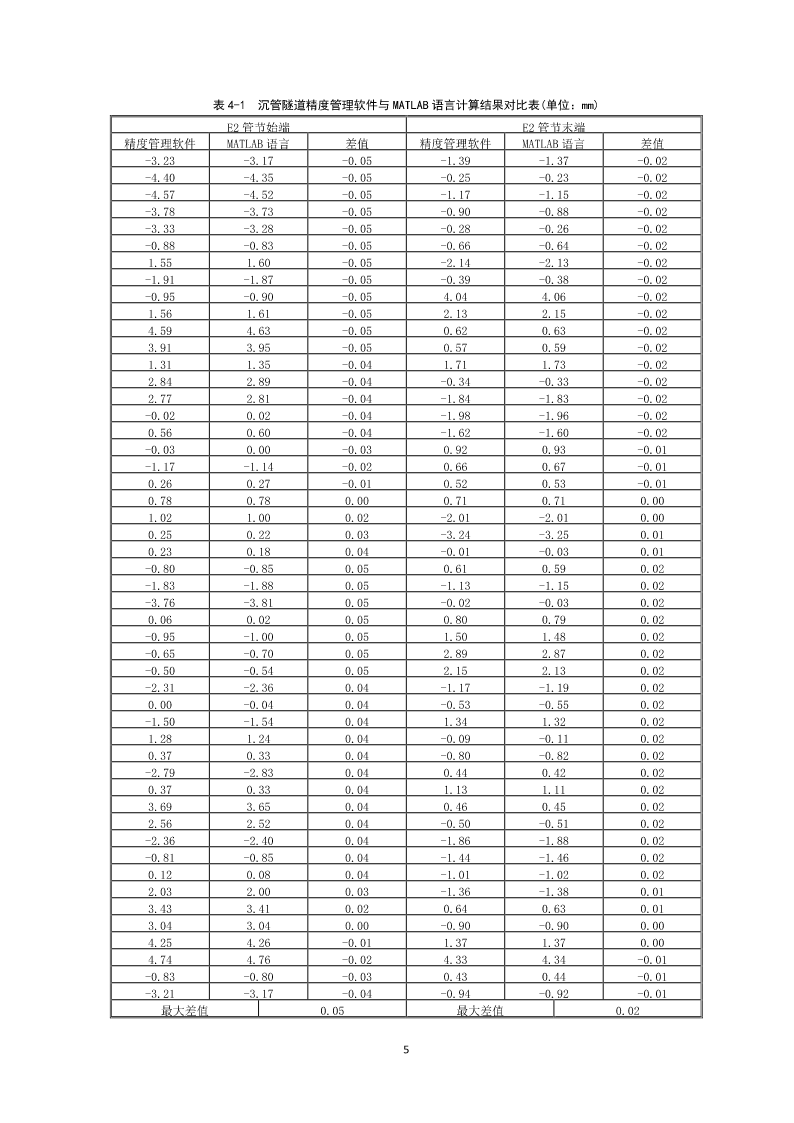
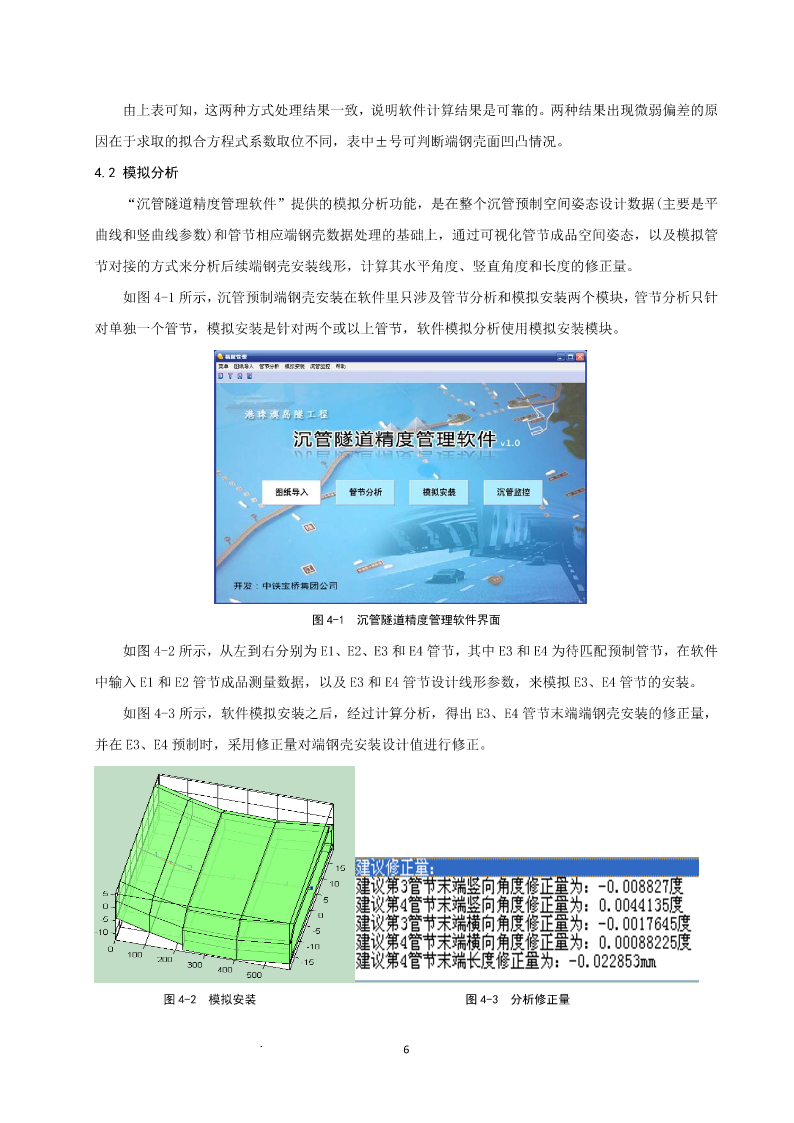
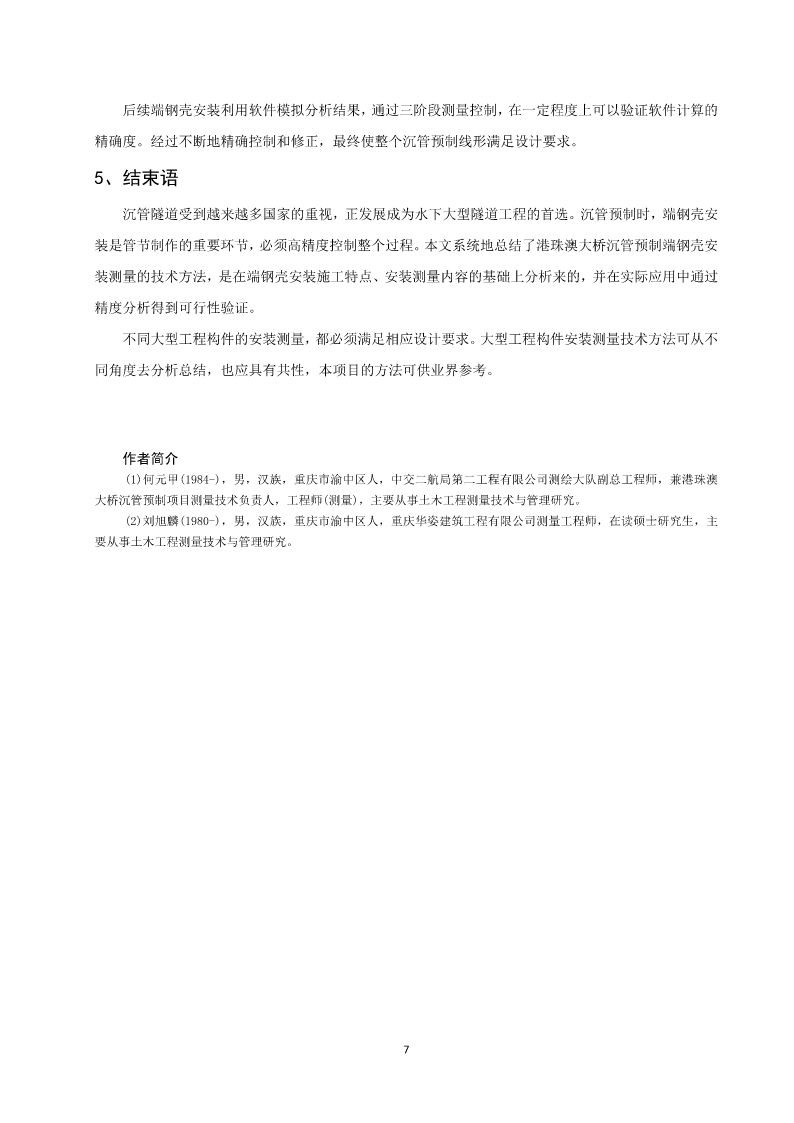
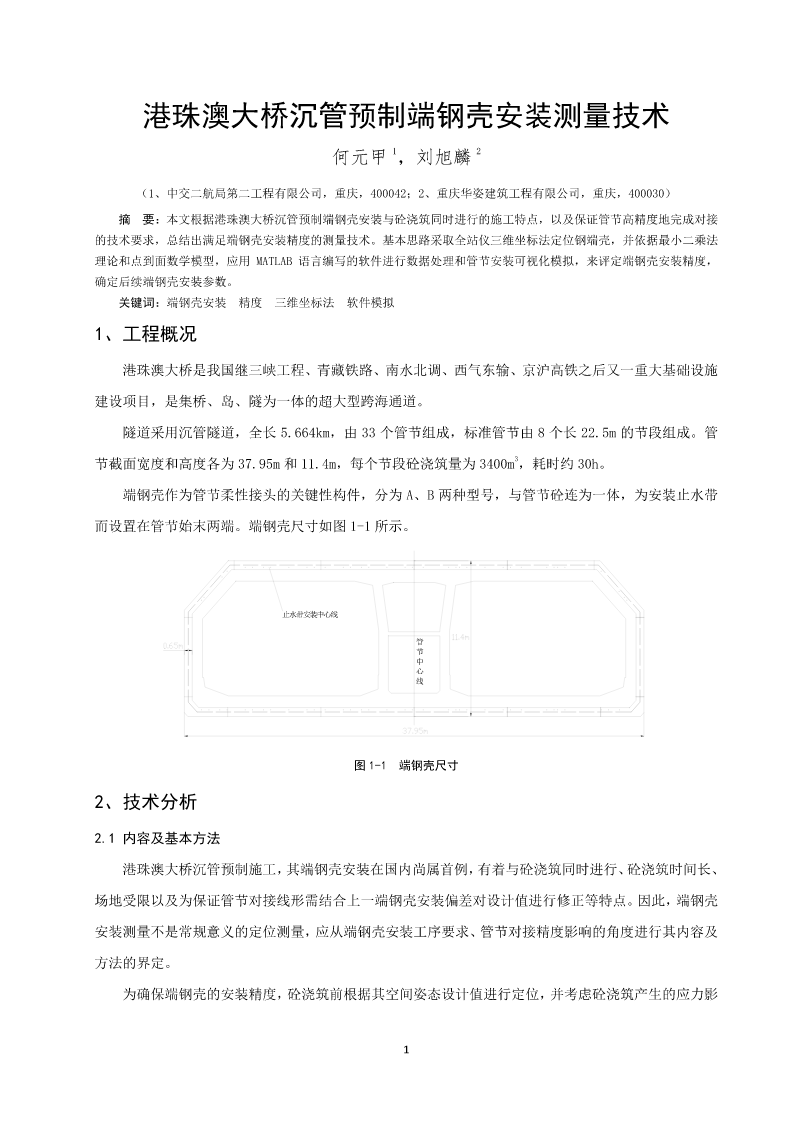
港珠澳大桥沉管预制端钢壳安装测量技术何元甲1,刘旭麟2(1、中交二航局第二工程有限公司,重庆,400042;2、重庆华姿建筑工程有限公司,重庆,400030)摘要:本文根据港珠澳大桥沉管预制端钢壳安装与砼浇筑同时进行的施工特点,以及保证管节高精度地完成对接的技术要求,总结出满足端钢壳安装精度的测量技术。基本思路采取全站仪三维坐标法定位钢端壳,并依据最小二乘法理论和点到面数学模型,应用MATLAB语言编写的软件进行数据处理和管节安装可视化模拟,来评定端钢壳安装精度,确定后续端钢壳安装参数。关键词:端钢壳安装
港珠澳大桥沉管隧道施工技术.pdf
港珠澳大桥沉管隧道施工技术单项选择题第1题港珠澳大桥沉管隧道基槽精挖采用()技术保证开挖的高程控制精度满足设计要求A、声呐探测B、定深平挖C、钢桩定位第2题港珠澳沉管隧道采用的梯形块整体预制安装最终接头,其本体结构形式是A、钢壳混凝土组合结构B、钢筋混凝土结构C、钢结构第3题沉管隧道一般由沉管段、()和敞开段三部分组成A、暗埋段B、岸上段C、水下段第4题港珠澳大桥沉管隧道采用了()技术进行块石基床的密实工作A、重锤夯实B、爆夯C、液压振动锤夯平第5题下列哪一项不是管节浮运安装的工序A、出坞浮运B、系泊定位

港珠澳大桥沉管隧道施工技术.docx
港珠澳大桥沉管隧道施工技术单项选择题第1题港珠澳大桥沉管隧道基槽精挖采用()技术保证开挖的高程控制精度满足设计要求A、声呐探测B、定深平挖C、钢桩定位第2题港珠澳沉管隧道采用的梯形块整体预制安装最终接头,其本体结构形式是A、钢壳混凝土组合结构B、钢筋混凝土结构C、钢结构第3题沉管隧道一般由沉管段、()和敞开段三部分组成A、暗埋段B、岸上段C、水下段第4题港珠澳大桥沉管隧道采用了()技术进行块石基床的密实工作A、重锤夯实B、爆夯C、液压振动锤夯平第5题下列哪一项不是管节浮运安装的工序A、出坞浮运B、系泊定位

港珠澳大桥沉管隧道施工技术.docx
港珠澳大桥沉管隧道施工技术单项选择题第1题港珠澳大桥沉管隧道基槽精挖采用()技术保证开挖的高程控制精度满足设计要求A、声呐探测B、定深平挖C、钢桩定位第2题港珠澳沉管隧道采用的梯形块整体预制安装最终接头,其本体结构形式是A、钢壳混凝土组合结构B、钢筋混凝土结构C、钢结构第3题沉管隧道一般由沉管段、()和敞开段三部分组成A、暗埋段B、岸上段C、水下段第4题港珠澳大桥沉管隧道采用了()技术进行块石基床的密实工作A、重锤夯实B、爆夯C、液压振动锤夯平第5题下列哪一项不是管节浮运安装的工序A、出坞浮运B、系泊定位

详解港珠澳大桥沉管隧道新技术.doc
详解港珠澳大桥沉管隧道新技术 1.工程概况与建设条件港珠澳大桥跨越珠江口伶仃洋海域,连接香港、珠海和澳门,是一国两制三地旳海上通道。项目东起香港大屿山石湾,西至珠海拱北和澳门明珠,总长约35.6km,包括3项工程内容:1)海中桥隧主体工程;2)香港口岸及珠海、澳门口岸;3)香港连接线、珠海连接线和澳门连接线。其中,海中桥隧主体工程东自粤港分界线,穿越铜鼓、伶仃西主航道以及青州航道、江海直达船航道、九洲航道,止于珠澳口岸人工岛,总长约29.6km,岛隧工程为海中桥隧主体工程旳控制性工程,长约6.7