
精密研磨与抛光ppt课件.ppt

lj****88

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

精密研磨与抛光ppt课件.ppt
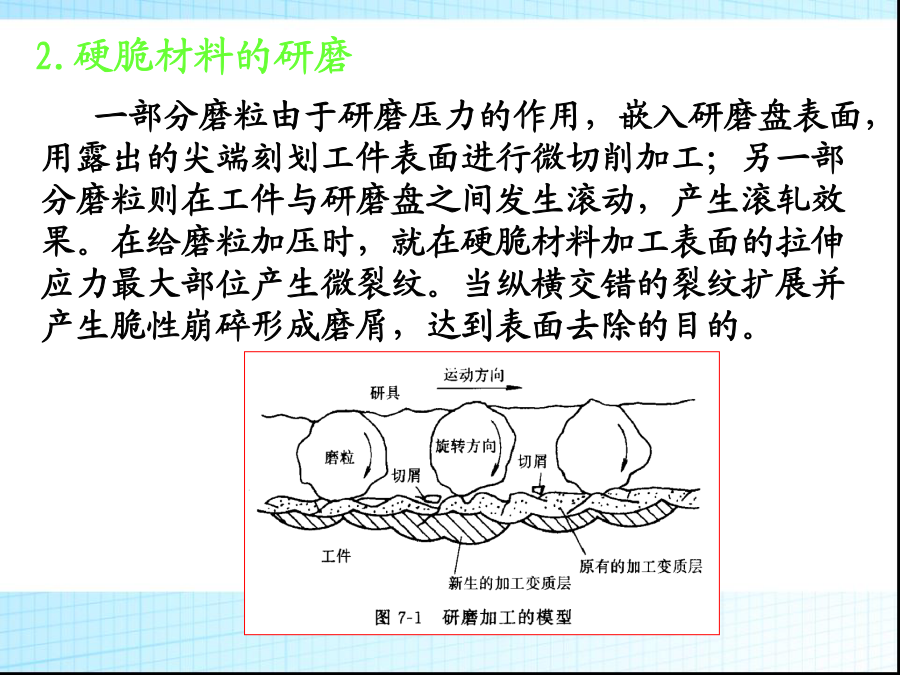
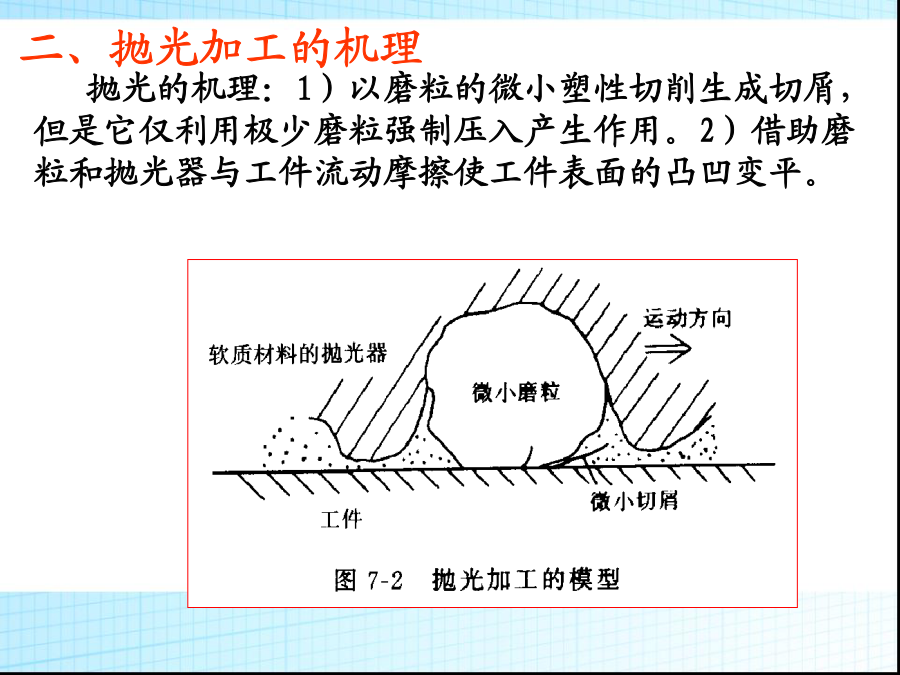
7.1研磨抛光机理7.2精密研磨、抛光的主要工艺因素7.3超精密平面研磨和抛光7.4超精密研磨抛光的主要新技术一、研磨加工的机理2.硬脆材料的研磨3.金属材料的研磨二、抛光加工的机理三、研磨、抛光的加工变质层对于抛光加工后的加工变质层,由表层向里依次为:抛光应力层、经腐蚀出现的二次裂纹应力层、二次裂纹影响层和完全结晶层,整个加工变质层深度约为3μm。并且加工表面越粗,加工变质层深度越大。第2节精密研磨、抛光的主要工艺因素第3节超精密平面研磨和抛光二、平面研磨使用的研具三、平面研磨时工件和软质研具的磨损量使

精密研磨与抛光优秀PPT.ppt
7.1研磨抛光机理7.2精密研磨、抛光的主要工艺因素7.3超精密平面研磨和抛光7.4超精密研磨抛光的主要新技术一、研磨加工的机理2.硬脆材料的研磨3.金属材料的研磨二、抛光加工的机理三、研磨、抛光的加工变质层对于抛光加工后的加工变质层,由表层向里依次为:抛光应力层、经腐蚀出现的二次裂纹应力层、二次裂纹影响层和完全结晶层,整个加工变质层深度约为3μm。并且加工表面越粗,加工变质层深度越大。第2节精密研磨、抛光的主要工艺因素第3节超精密平面研磨和抛光二、平面研磨使用的研具三、平面研磨时工件和软质研具的磨损量使
第7章--精密研磨与抛光ppt课件.ppt
姜春晓2005年10月7.1研磨抛光机理7.2精密研磨、抛光的主要工艺因素7.3超精密平面研磨和抛光7.4超精密研磨抛光的主要新技术一、研磨加工的机理2.硬脆材料的研磨3.金属材料的研磨二、抛光加工的机理三、研磨、抛光的加工变质层对于抛光加工后的加工变质层,由表层向里依次为:抛光应力层、经腐蚀出现的二次裂纹应力层、二次裂纹影响层和完全结晶层,整个加工变质层深度约为3μm。并且加工表面越粗,加工变质层深度越大。第2节精密研磨、抛光的主要工艺因素第3节超精密平面研磨和抛光二、平面研磨使用的研具三、平面研磨时工

精密研磨与抛光【共22张PPT】.ppt
精密研磨与抛光精密研磨与抛光一、研磨加工的机理2.硬脆材料的研磨3.金属材料的研磨二、抛光加工的机理三、研磨、抛光的加工变质层对于抛光加工后的加工变质层,由表层向里依次为:抛光应力层、经腐蚀出现的二次裂纹应力层、二次裂纹影响层和完全结晶层,整个加工变质层深度约为3μm。并且加工表面越粗,加工变质层深度越大。第2节精密研磨、抛光的主要工艺因素第3节超精密平面研磨和抛光二、平面研磨使用的研具三、平面研磨时工件和软质研具的磨损量另一部分磨粒则在工件与研磨盘之间发生滚动,产生滚轧效果。磨粒控制式加工是在研磨具的孔

第7章 精密研磨与抛光.ppt
姜春晓2005年10月7.1研磨抛光机理7.2精密研磨、抛光的主要工艺因素7.3超精密平面研磨和抛光7.4超精密研磨抛光的主要新技术一、研磨加工的机理2.硬脆材料的研磨3.金属材料的研磨二、抛光加工的机理三、研磨、抛光的加工变质层对于抛光加工后的加工变质层,由表层向里依次为:抛光应力层、经腐蚀出现的二次裂纹应力层、二次裂纹影响层和完全结晶层,整个加工变质层深度约为3μm。并且加工表面越粗,加工变质层深度越大。第2节精密研磨、抛光的主要工艺因素第3节超精密平面研磨和抛光二、平面研磨使用的研具三、平面研磨时工