
Moldflow模流分析报告PPT课件.ppt

lj****88


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共44页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

Moldflow模流分析报告PPT课件.ppt
Moldflow模流分析報告33P2256H15747AArthurChen2003.5內容提要分析說明塑膠材料介紹產品模型簡介原始方案澆注系統設計原始方案冷卻系統設計原始方案基本成型條件原始方案分析結果Original1Original1Original1充填流動過程充填流動過程Original1Original1縫合線位置&包風分佈冷卻凝固過程凹陷指數注射壓力及鎖模力變化翹曲變形情況〈放大20倍〉X&Y&Z方向總變形量結論與建議1改善方案說明Revised1Revised3最終改善方案澆注系統設計最終

Moldflow模流分析报告PPT课件.ppt
Moldflow模流分析報告33P2256H15747AArthurChen2003.5內容提要分析說明塑膠材料介紹產品模型簡介原始方案澆注系統設計原始方案冷卻系統設計原始方案基本成型條件原始方案分析結果Original1Original1Original1充填流動過程充填流動過程Original1Original1縫合線位置&包風分佈冷卻凝固過程凹陷指數注射壓力及鎖模力變化翹曲變形情況〈放大20倍〉X&Y&Z方向總變形量結論與建議1改善方案說明Revised1Revised3最終改善方案澆注系統設計最終

Moldflow模流分析报告.ppt
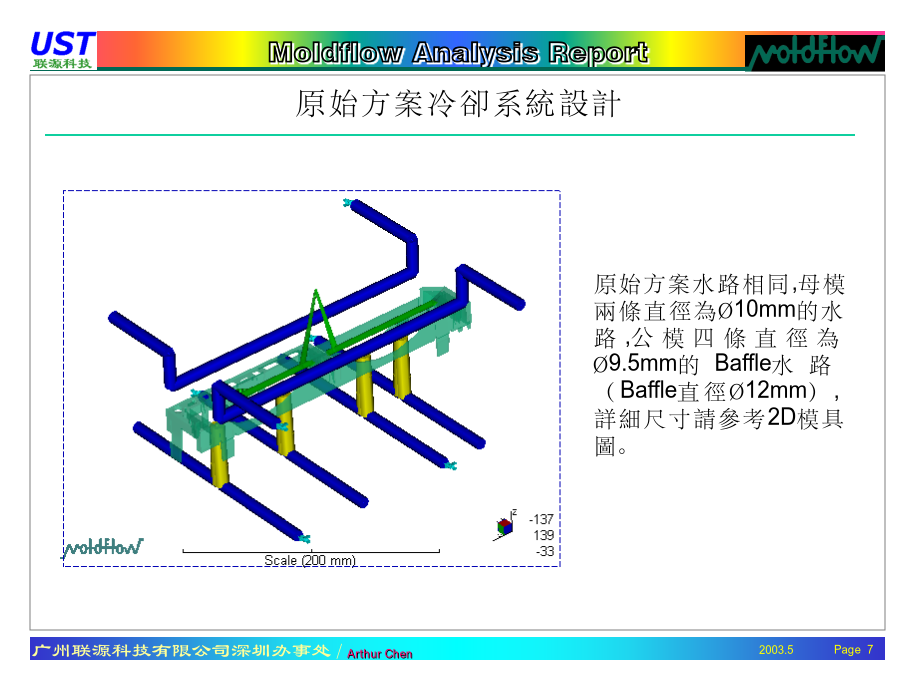
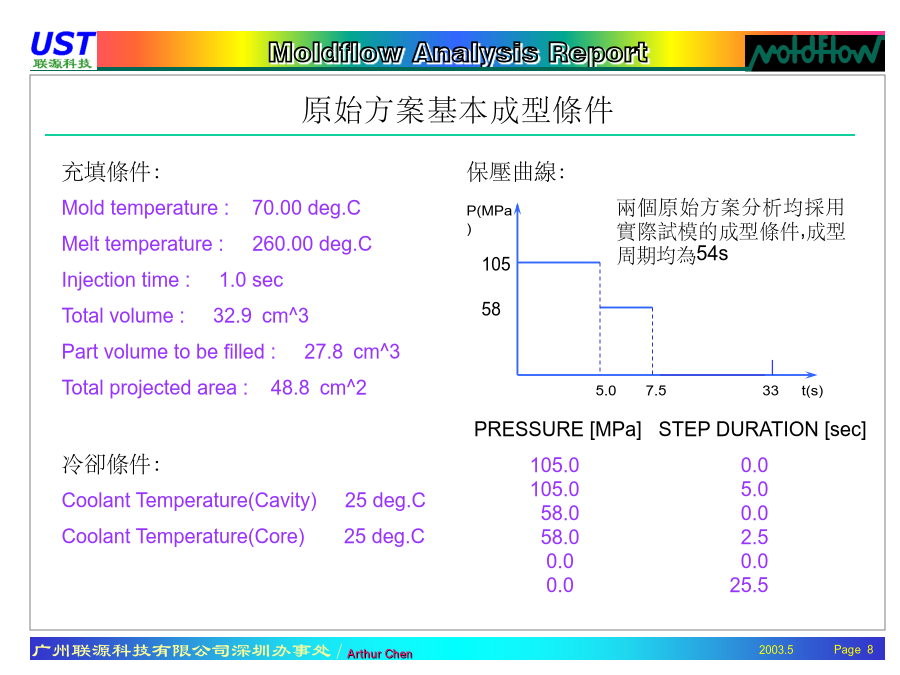
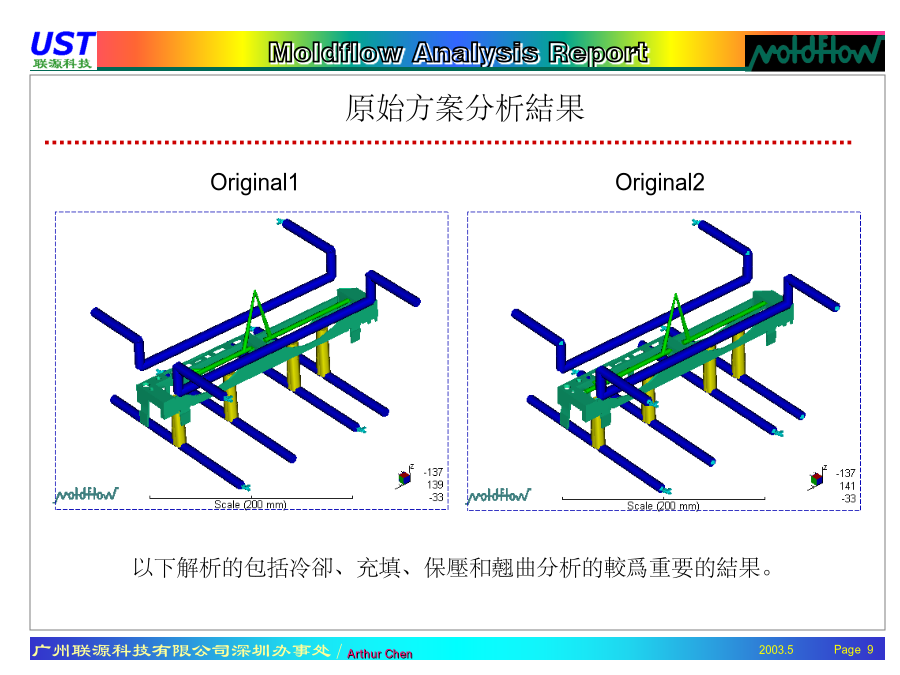
內容提要分析說明塑膠材料介紹產品模型簡介原始方案澆注系統設計原始方案冷卻系統設計原始方案基本成型條件原始方案分析結果Original1Original1Original1充填流動過程充填流動過程Original1Original1縫合線位置&包風分佈冷卻凝固過程凹陷指數注射壓力及鎖模力變化翹曲變形情況〈放大20倍〉X&Y&Z方向總變形量結論與建議1改善方案說明Revised1Revised3最終改善方案澆注系統設計最終改善方案冷卻系統設計最終改善方案基本成型條件冷卻水溫變化&模穴表面溫度分佈充填時間為1.

MOLDFLOW模流分析.pptx
Moldflow模流分析介绍23456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100101谢谢!请提出宝贵意见

Moldflow模流分析.ppt
Mlodflow-模流分析2Moldflow1、Moldflow概述2、Moldflow辅助分析功能大盘点2、Moldflow辅助分析功能大盘点2、Moldflow辅助分析功能大盘点2、Moldflow辅助分析功能大盘点2、Moldflow辅助分析功能大盘点2、Moldflow辅助分析功能大盘点3、如何分析方案3.1分析前的准备3.2输入的资料3.3相关分析图片4、Moldflow的缺点16Thanksforyourattention!