
双相钢全焊接阀体焊接工艺试验.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双相钢全焊接阀体焊接工艺试验.docx
双相钢全焊接阀体焊接工艺试验双相钢全焊接阀体焊接工艺试验引言:双相钢是一种性能优良的材料,它具有耐蚀、抗高温、抗疲劳、抗腐蚀等优点,因此,在化工、石油、天然气等行业中得到广泛应用。随着工业化进程的不断推进,对双相钢全焊接阀体的需求也越来越高。本文主要介绍了双相钢全焊接阀体的焊接工艺试验。一、材料准备双相钢是具有复杂组织的材料,其成分包括铁、铬、镍、钼等多种元素。在焊接工艺试验之前,首先需要对材料进行准备。主要包括以下几个方面:1、材料选择:选择符合标准的双相钢板材。2、板材切割:将板材按照尺寸要求进行切割
双相不锈钢焊接工艺试验研究.pdf
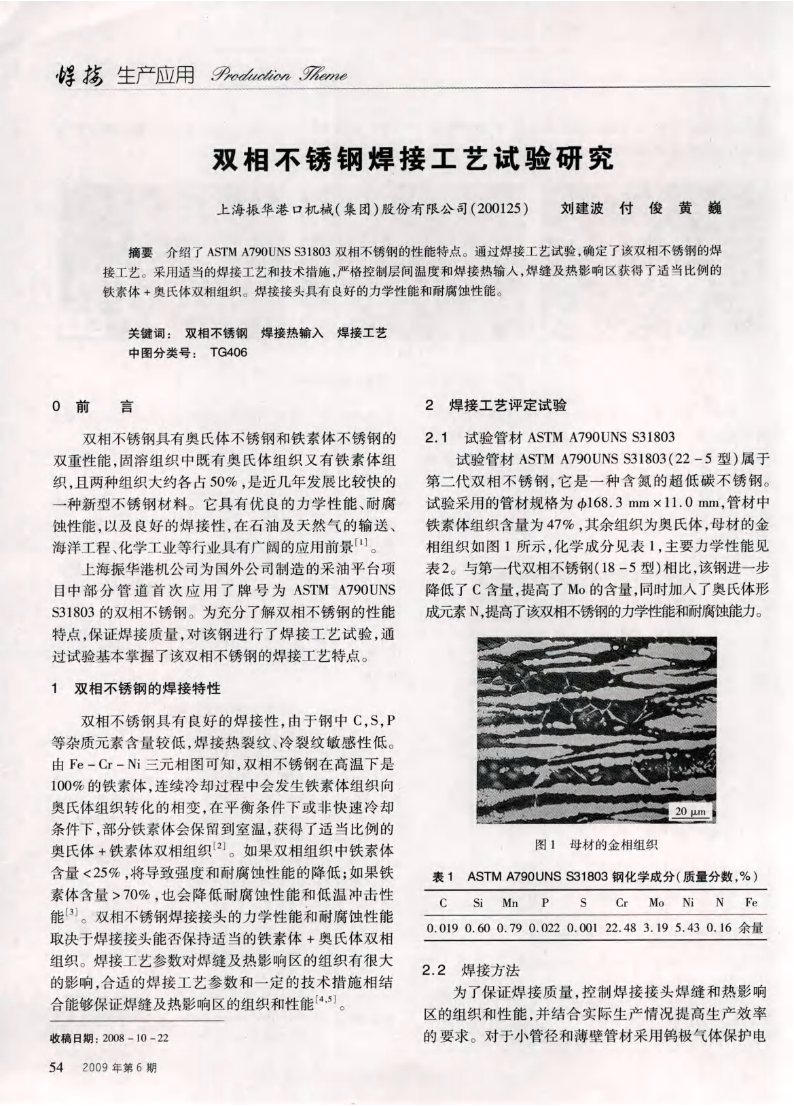
俘掳生产应用双相不锈钢焊接工艺试验研究上海振华港口机械(集团)股份有限公司(200125)刘建波付俊黄巍摘要介绍了ASTMA790UNS$31803双相不锈钢的性能特点。通过焊接工艺试验,确定了该双相不锈钢的焊区比接1二艺。采用适当的焊接工艺和技术措施,严格控制层间温度和焊接热输入,焊缝及热影响获得了适当例的铁素体+奥氏体双相组织。焊接接头具有良好的力学性能和耐腐蚀性能。关键词:双相不锈钢焊接热输入焊接工艺中图分类号:TG4060前言2焊接工艺评定试验双相不锈钢具有奥氏体不锈钢和铁素体不锈钢的2.1试验管

超级双相不锈钢焊接工艺试验.docx
超级双相不锈钢焊接工艺试验超级双相不锈钢(SuperDuplexStainlessSteel,SDSS)是一种高强度、高抗腐蚀、高耐磨损的合金材料,广泛应用于石油化工、海洋工程、食品加工等领域。然而,SDSS的焊接工艺面临着许多挑战,如焊缝裂纹、气孔、冷裂等缺陷问题。为了解决这些问题,研究人员开展了大量的SDSS焊接工艺试验,本文将对其进行综述和分析。1.SDSS的特性与焊接挑战SDSS是一种双相不锈钢,具有良好的强度和耐腐蚀性能。其化学成分主要由铁、铬、镍、钼和小量的铜、氮等元素组成。相比于普通的不锈钢

双相不锈钢焊接工艺分析.doc
双相不锈钢焊接工艺分析摘要双相不锈钢广泛应用在化学工业、石油天然气等行业。双相不锈钢焊接工艺需要考虑各方面的因素,无论是材料选择、工艺措施等各焊接环节都要考虑,以提高双相不锈钢的焊接质量,提高材料的利用率本文介绍了双相不锈钢的发展历程,常见分类与牌号就双相不锈钢的性能,发展展开论述,分析双相不锈钢的焊接性能焊接特点以及焊接工艺。着重描述了SAF2205钢的焊接工艺,以及焊接过程中易遇到的问题,解决方式。关键词:双相不锈钢;焊接;工艺;SAF2205TheanalysisDuplexstainlessste

双相不锈钢焊接工艺浅析.pdf
★★技术推广与应用★★CitiesandTownsConstructioninGuangxi双相不锈钢焊接工艺浅析◆易添[摘要]双相不锈钢具有良好的焊接性。本文就双相不锈钢的焊接工艺进