
反重力铸造的充型过程研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

反重力铸造的充型过程研究.docx
反重力铸造的充型过程研究反重力铸造技术是一种较新的铸造技术,在传统铸造方法的基础上结合了空气动力学和流体力学原理,在铸造中模拟了微重力和反重力环境,使得铸件的质量和外观都得到了极大的提升。其中充型过程是反重力铸造成功的关键因素之一,本文将对反重力铸造充型过程的研究进行探讨。反重力铸造充型过程的基本原理是在施加反重力的情况下,将液态金属以一定的速度注入模具中,保证液态金属在整个充型过程中的流态和流速均匀,并在充型结束后尽量避免液态金属的挤压和变形,从而实现铸件的高质量化。反重力铸造充型过程的研究主要涉及到充

熔模铸造薄壁复杂锥形壳体的重力充型工艺.docx
熔模铸造薄壁复杂锥形壳体的重力充型工艺熔模铸造是一种高精度、高质量的铸造工艺,广泛应用于机械零部件、汽车零件、航空航天、工程机械等领域。本文主要介绍熔模铸造薄壁复杂锥形壳体的重力充型工艺。一、熔模铸造概述熔模铸造是铸造工艺中的一种高精度、高质量的铸造方法,常用于生产精密机械零部件和复杂的铸造构件。它是以熔融金属为材料,通过在模具中充填和凝固来制作铸造件的工艺。具体操作步骤为:设计制备熔模,熔化金属,注入熔模,冷却、固化并取出熔模,最后除去余料后得到铸造件。熔模铸造的优点在于可以制造大小精度高,表面光洁度好
低压充型重力补缩式铸造模具及其铸造方法.pdf
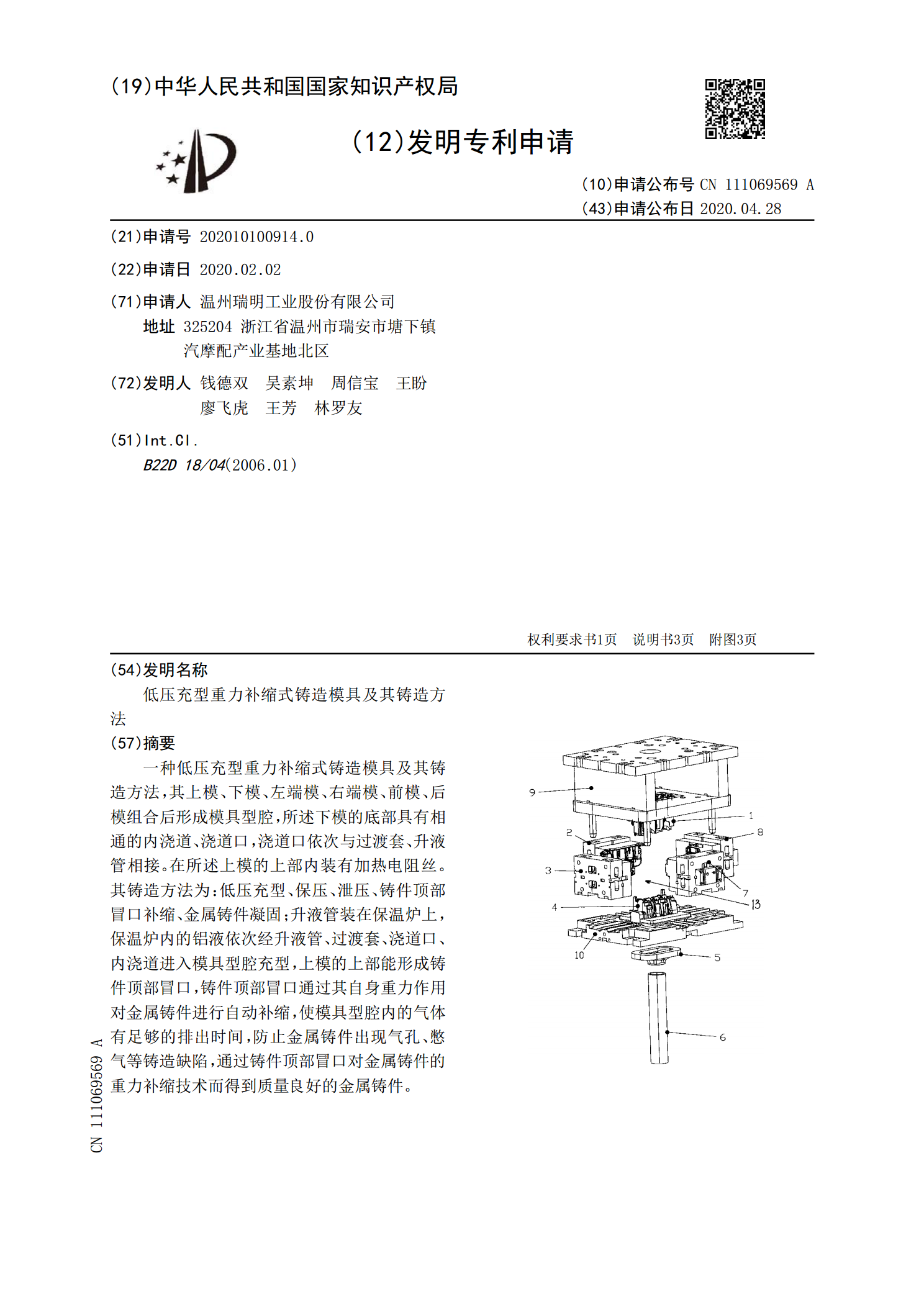
一种低压充型重力补缩式铸造模具及其铸造方法,其上模、下模、左端模、右端模、前模、后模组合后形成模具型腔,所述下模的底部具有相通的内浇道、浇道口,浇道口依次与过渡套、升液管相接。在所述上模的上部内装有加热电阻丝。其铸造方法为:低压充型、保压、泄压、铸件顶部冒口补缩、金属铸件凝固;升液管装在保温炉上,保温炉内的铝液依次经升液管、过渡套、浇道口、内浇道进入模具型腔充型,上模的上部能形成铸件顶部冒口,铸件顶部冒口通过其自身重力作用对金属铸件进行自动补缩,使模具型腔内的气体有足够的排出时间,防止金属铸件出现气孔、憋

铸造充型过程初始温度场的数值模拟及实验研究.docx
铸造充型过程初始温度场的数值模拟及实验研究铸造充型过程初始温度场的数值模拟及实验研究摘要:铸造过程中初始温度场的分布对产品的质量和性能有重要影响。本文通过数值模拟和实验研究的方法,对铸造充型过程的初始温度场进行了研究。首先,对数值模拟的原理进行了介绍,然后通过实验对模拟结果进行了验证。最后,通过分析模拟和实验结果得出了一些结论,并对未来的研究进行了展望。1.引言铸造是一种常用的制造工艺,其过程中涉及到温度场的控制,特别是对初始温度场的控制。初始温度场的分布直接影响着产品的质量和性能。因此,通过数值模拟和实

挤压铸造充型过程的计算机数值模拟仿真研究.docx
挤压铸造充型过程的计算机数值模拟仿真研究摘要:挤压铸造是一种重要的制造技术,可用于生产高质量的金属零件。本文基于数值模拟技术,研究了挤压铸造充型过程的仿真模拟。通过建立二维挤压铸造模型,采用流体动力学(CFD)方法对其充型过程进行模拟。观察模拟结果,得到了挤压铸造充型过程中液态金属的流动特征和填充情况。研究结果表明,数值模拟技术可以有效地指导挤压铸造生产,提高产品质量和生产效率。关键词:挤压铸造;数值模拟;仿真;充型过程;流动特征一、引言挤压铸造是一种制造高质量金属零件的重要技术。在挤压铸造过程中,液态金