
数控铣削加工工艺处理PPT课件.ppt

lj****88

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共46页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控铣削加工工艺处理PPT课件.ppt
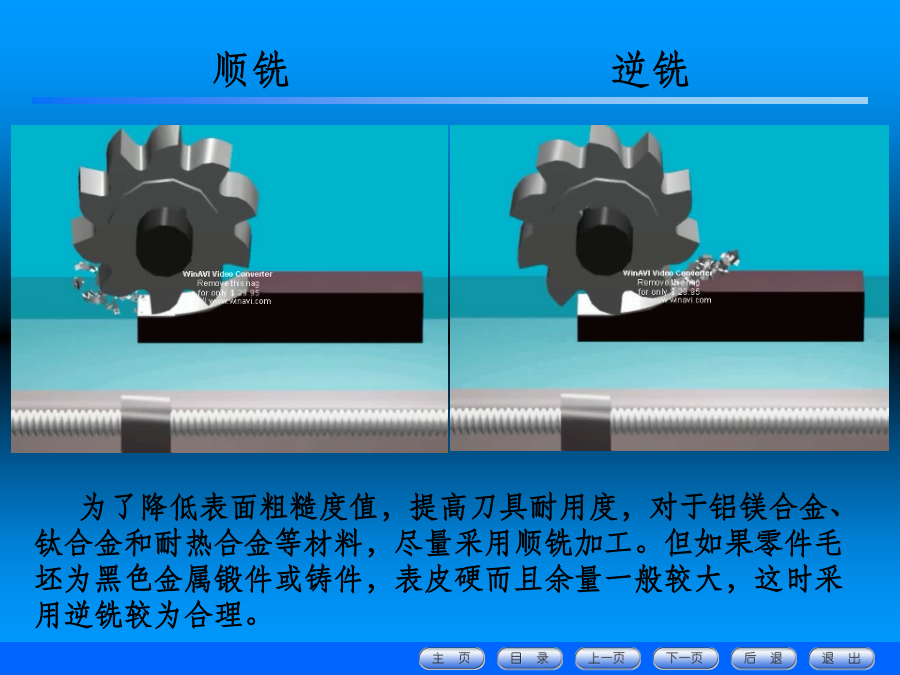
数控铣削加工工艺处理1.数控铣削加工的主要选择对象2.零件图的工艺性分析3.零件毛坯的工艺性分析4.加工顺序的安排5.进给路线进给路线顺铣和逆铣对加工影响:顺铣逆铣6.加工参数的确定2.1数控系统的功能二基本移动指令2.直线插补(G01)3.圆弧插补(G02、G03)【IJK编程与R编程】三、刀具半径补偿指令3.2建立刀具补偿格式:G41/G42程序段中的X、Y、Z值是建立补偿直线段的终点坐标值;G41刀具左补偿/G42刀具右补偿.D为半径补偿值寄存器的地址号,后面常用两位数字。D00-D99为刀具补偿号

数控铣削加工工艺处理.ppt
数控铣削加工工艺处理1.数控铣削加工的主要选择对象2.零件图的工艺性分析3.零件毛坯的工艺性分析4.加工顺序的安排5.进给路线进给路线顺铣和逆铣对加工影响:顺铣逆铣6.加工参数的确定2.1数控系统的功能二基本移动指令2.直线插补(G01)3.圆弧插补(G02、G03)【IJK编程与R编程】三、刀具半径补偿指令3.2建立刀具补偿格式:G41/G42程序段中的X、Y、Z值是建立补偿直线段的终点坐标值;G41刀具左补偿/G42刀具右补偿.D为半径补偿值寄存器的地址号,后面常用两位数字。D00-D99为刀具补偿号

数控铣削加工工艺与编程实例ppt课件.ppt
3.6典型零件的编程与操作1.加工工艺方案(1)加工工艺路线1)选择切入、切出方式。考虑刀具的进、退刀路线时,刀具的切出或切入点应在沿零件轮廓的切线上,以保证工件轮廓光滑;应避免在工件轮廓面上垂直上、下刀而划伤工件表面;尽量减少在轮廓加工切削过程中的暂停,以免留下刀痕。2)选择铣削方向。一般情况下尽可能采用顺铣,即外轮廓铣削时宜采用沿工件顺时针方向铣削。3)选择铣削路线。首先粗、精加工环凸台;然后粗、精加工六棱柱凸台;最后掉头,铣削四棱柱台外轮廓。(2)工、量、刃具选择(3)合理选择切削用量2.参考程序编

数控铣削加工工艺与编程实例-PPT.ppt
3.6典型零件的编程与操作1.加工工艺方案(1)加工工艺路线1)选择切入、切出方式。考虑刀具的进、退刀路线时,刀具的切出或切入点应在沿零件轮廓的切线上,以保证工件轮廓光滑;应避免在工件轮廓面上垂直上、下刀而划伤工件表面;尽量减少在轮廓加工切削过程中的暂停,以免留下刀痕。2)选择铣削方向。一般情况下尽可能采用顺铣,即外轮廓铣削时宜采用沿工件顺时针方向铣削。3)选择铣削路线。首先粗、精加工环凸台;然后粗、精加工六棱柱凸台;最后掉头,铣削四棱柱台外轮廓。(2)工、量、刃具选择(3)合理选择切削用量2.参考程序编

数控铣削加工工艺处理学习教案.pptx
会计学1.数控铣削加工(jiāgōng)的主要选择对象2.零件图的工艺性分析(fēnxī)3.零件毛坯(máopī)的工艺性分析4.加工顺序(shùnxù)的安排5.进给(jìnɡěi)路线进给路线(lùxiàn)顺铣和逆铣对加工(jiāgōng)影响:顺铣逆铣6.加工(jiāgōng)参数的确定2.1数控系统的功能(gōngnéng)二基本移动(yídòng)指令三、刀具半径补偿(bǔcháng)指令3.2建立刀具补偿格式:G41/G42程序段中的X、Y、Z值是建立补偿直线段的终点坐标值;G41刀具左补