
表面粗糙度ppt课件.ppt

lj****88


1/10

2/10
3/10

4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
◆表面粗糙度PPT课件.ppt
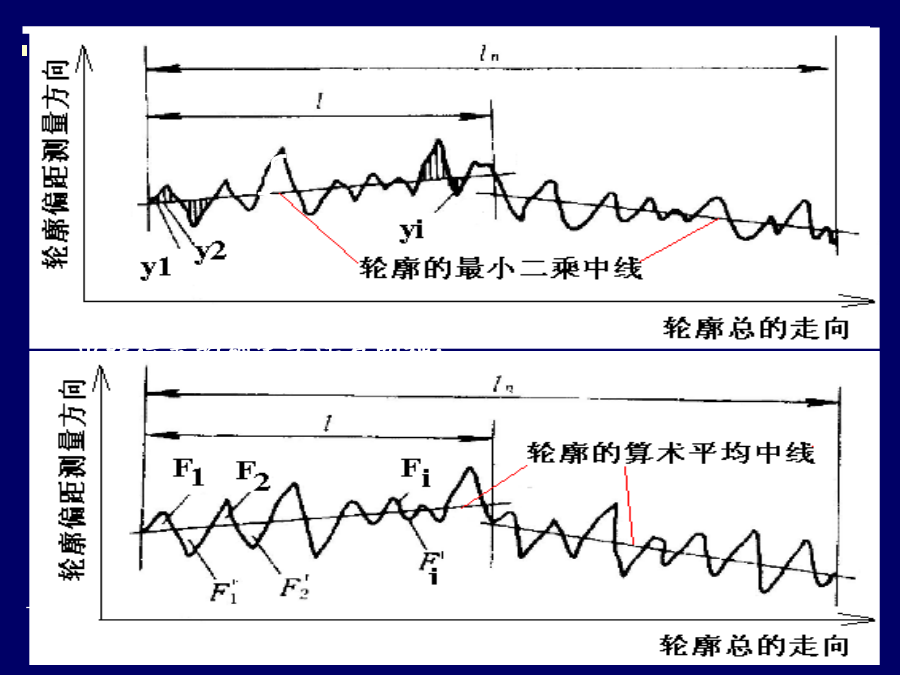
表面粗糙度内容简介§1-1表面粗糙度的定义及对零件使用性能的影响指零件加工表面实际存在的、具有较小的波峰和波谷所构成的微观的几何形状特征。λ>10mm:宏观几何形状误差。λ=1~10mm:表面波纹度λ<1mm:表面粗糙度2.表面粗糙度的产生原因3.对零件使用要求的影响§1-2表面粗糙度评定参数及其数值lr一、基本术语2.评定长度(ln)(EvaluationLength)lr轮廓算术平均中线m:在取样长度内,将实际轮廓划分上下两部分,且使上下面积相等的直线。即:F1+F2+…+Fn=G1+G2+…+Gnl
表面粗糙度ppt课件.ppt
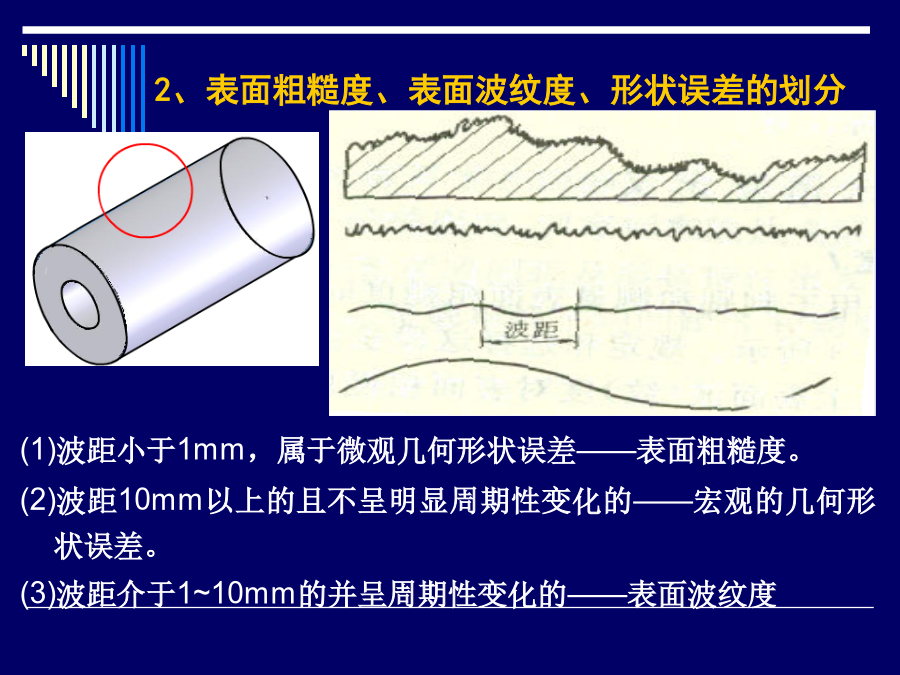
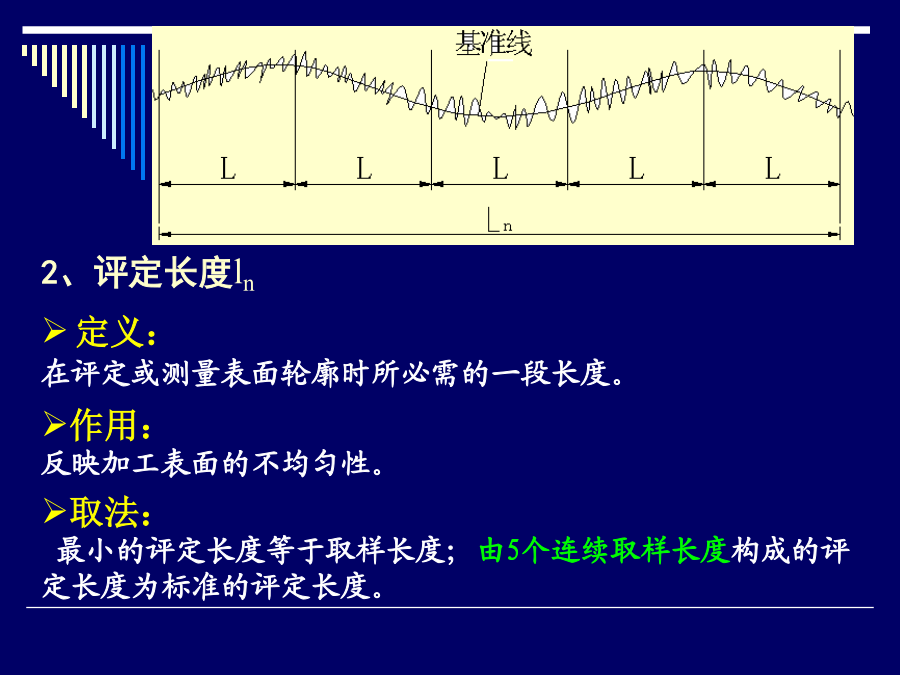
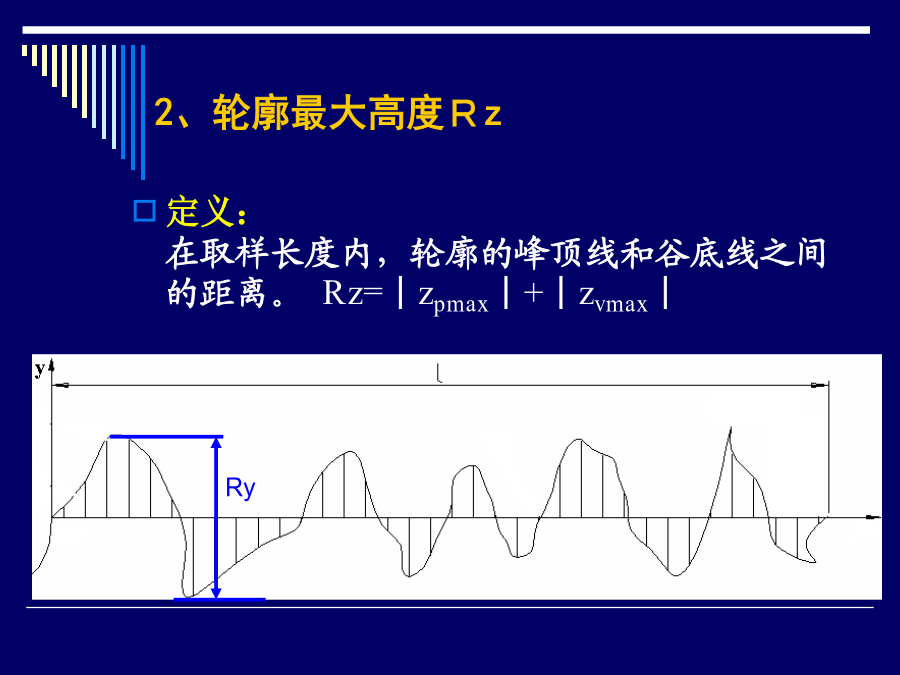
表面粗糙度一、表面粗糙度与微观表面质量2、表面粗糙度、表面波纹度、形状误差的划分3、表面粗糙度对零件性能的影响二、基本术语2、评定长度ln包络线制(E制):适于非切削加工表面2、评定参数及定义1、轮廓算术平均偏差Ra2、轮廓最大高度Rz3、轮廓微观不平度平均间距Sm4、轮廓单峰平均间距S思考:分析下图两工件表面的轮廓微观不平度的平均间距Sm和轮廓单峰平均间距S的差异。5、轮廓支承长度率tP总结:三、表面粗糙度代号及标注3、Rz的标注4、表面粗糙度的其它规定(1)直径为φ50mm的圆柱外表面粗糙度Ra的上限

《表面粗糙度》PPT课件.pdf

表面粗糙度与检测ppt课件.ppt
内容提要:一.表面粗糙度的含义2表面粗糙度的评定取样长度和评定长度3.中线—指具有几何轮廓形状并划分轮廓的基准线2.间距参数3.混合参数(形状参数)表面粗糙度评定参数共4个:表1取样长度与评定长度的数值(摘自GB/T1031-1995)三.表面粗糙度的参数数值及其选用15评定参数选用满足功能要求的前提下--值尽量大192021
表面粗糙度测量ppt课件.ppt
项目四表面粗糙度测量2、表面粗糙度对零件使用性能的影响二、表面粗糙度评定参数2)评定长度ln:3)基准线:∫F1+F3+···F2n-1=F2+F4+···F2n2、表面粗糙度主要评定参数2)微观不平度十点高度Rz:3)轮廓最大高度Ry:3、一般规定三、表面特征代号及标注表示所有表面具有相同的表面粗糙度要求表面粗糙度高度参数值得标注示例及意义3、表面粗糙度在图样上的标注方法四、表面粗糙度数值的选择五、表面粗糙度的测量2)光切法:3)干涉法:4)针描法:3、双管显微镜测量步骤3)擦净工件,使被测表面的切削痕