
立磨(ATOX-50)磨辊更换施工方案教学教材.ppt

zh****db


1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

立磨(ATOX50)磨辊更换施工方案.pptx

立磨(ATOX50)磨辊更换施工方案.ppt
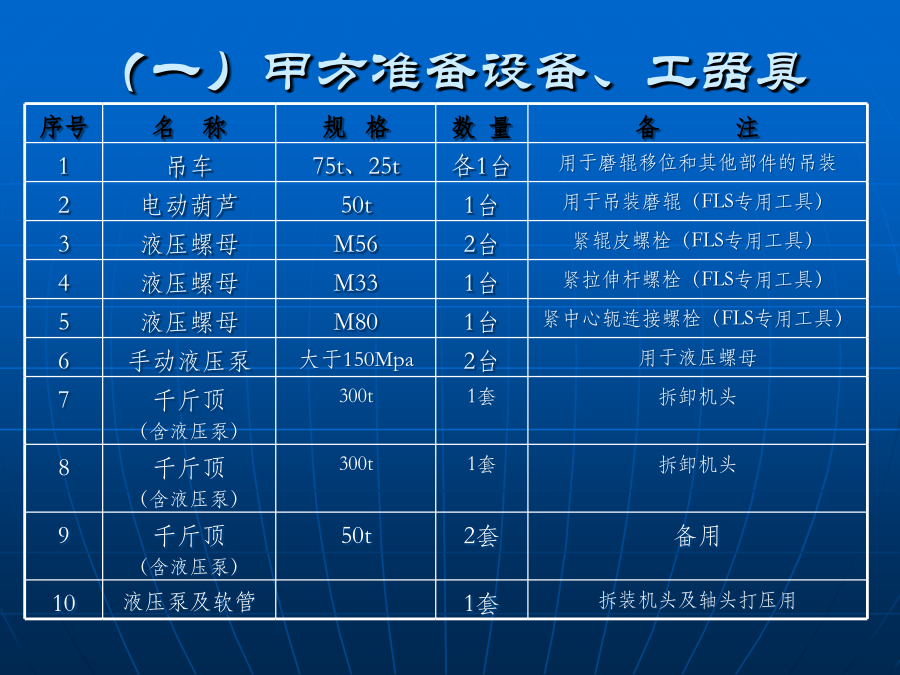
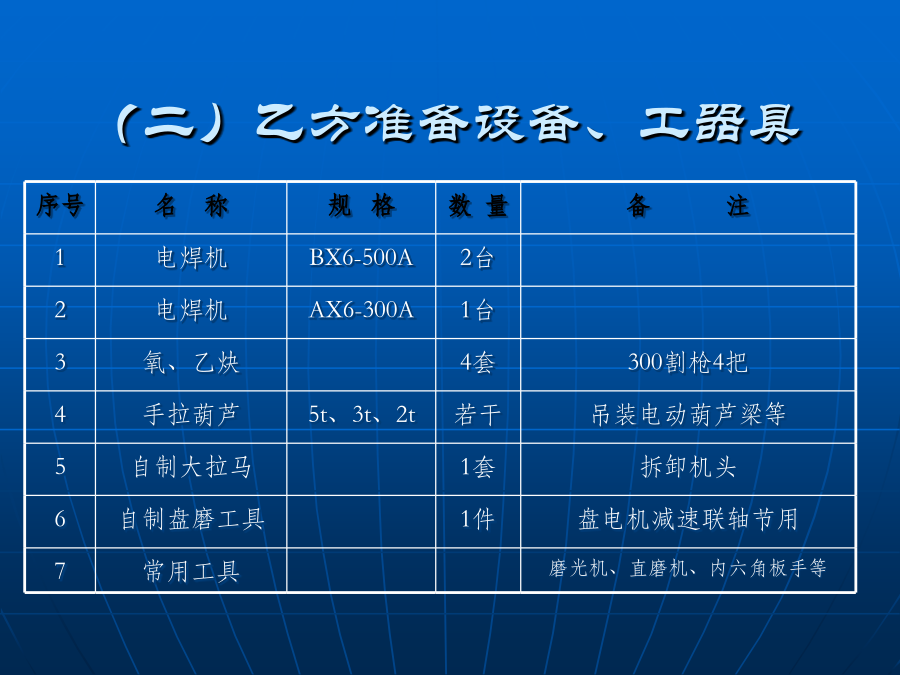
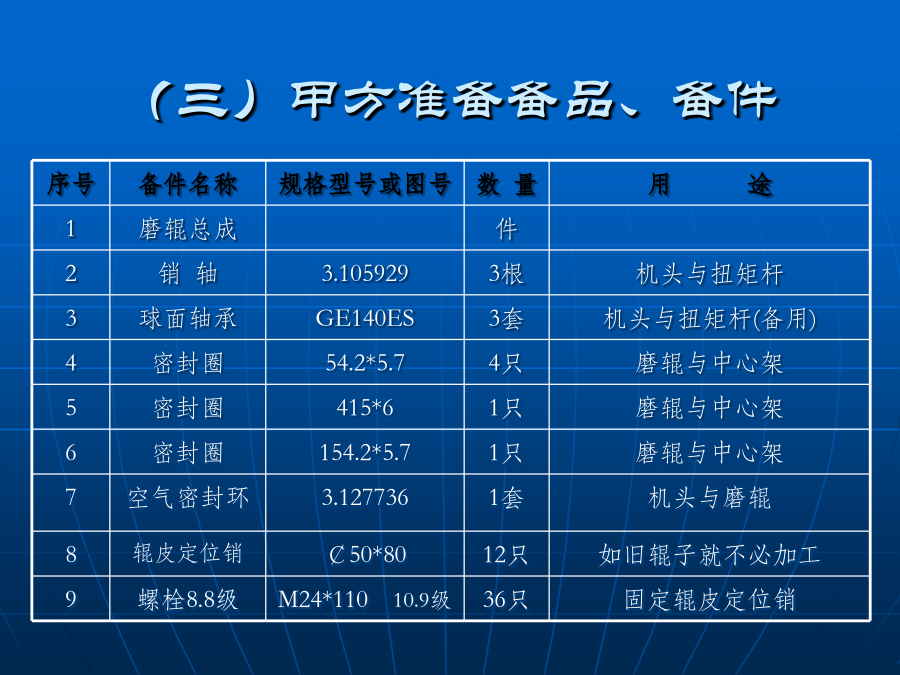
ATOX50立磨磨辊更换方案一、施工人员配置二、施工安全措施三、施工前的准备工作(一)甲方准备设备、工器具(二)乙方准备设备、工器具(三)甲方准备备品、备件(四)甲方准备材料四、施工流程6、定位、焊接吊装梁支撑,安装吊装梁。确保工字梁水平和所有连接部位牢固可靠;头部焊接止动块,防止葫芦滑出;检查电气、机械及润滑油是否完好、正常,方可进行试车。7、安装专用支撑,用螺栓将支撑和横梁同中心轭连接紧固。8、用楔形块稳定三个磨辊,测量三个磨辊与挡料圈之间的距离做好记录,作为安装时的定位参数,同时在拆之前,对中心轭中

ATOX50立磨辊皮更换施工方案.doc
A2+598--CC+89段施工方案,施工组织设计,施工工艺A2+598--CC+89段施工方案,施工组织设计,施工工艺第第A2+598--CC+89段施工方案,施工组织设计,施工工艺第施工方案海螺建安ATOX50立磨辊皮更换施工方案由于长时间对生料进行碾压粉碎,造成辊皮的磨损,辊皮与磨盘衬板磨损量之和达到25CM,就需要对辊皮进行更换,具体施工方案如下:一、施工方法辊皮更换我们采用吊车递送,葫芦传递的施工方法。三个磨辊,共36块辊皮,分四个施工段。每次更换辊皮的上方三块,再盘磨(用液压缸把磨辊顶起、用葫

ATOX50立磨辊皮更换施工方案.docx
施工方案海螺建安ATOX50立磨辊皮更换施工方案由于长时间对生料进行碾压粉碎,造成辊皮的磨损,辊皮与磨盘衬板磨损量之和达到25CM,就需要对辊皮进行更换,具体施工方案如下:一、施工方法辊皮更换我们采用吊车递送,葫芦传递的施工方法。三个磨辊,共36块辊皮,分四个施工段。每次更换辊皮的上方三块,再盘磨(用液压缸把磨辊顶起、用葫芦拉磨辊或者用人工盘磨辊)进行下个施工段。二、施工人员组织技术员1人电焊工3人起重工2人操作工8人安全监护1人三、施工时间施工总用时:36小时(不包括开磨后紧螺栓时间)四、施工前的准备工

立磨(ATOX-50)磨辊更换施工方案教学教材.ppt
ATOX50立磨磨辊更换方案一、施工人员配置二、施工安全措施三、施工前的准备工作(一)甲方准备设备、工器具(二)乙方准备设备、工器具(三)甲方准备备品、备件(四)甲方准备材料四、施工流程6、定位、焊接吊装梁支撑,安装吊装梁。确保工字梁水平和所有连接部位牢固可靠;头部焊接止动块,防止葫芦滑出;检查电气、机械及润滑油是否完好、正常,方可进行试车。7、安装专用支撑,用螺栓将支撑和横梁同中心轭连接紧固。8、用楔形块稳定三个磨辊,测量三个磨辊与挡料圈之间的距离做好记录,作为安装时的定位参数,同时在拆之前,对中心轭中