
薄壁套类零件数控车削加工工艺分析.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁套类零件数控车削加工工艺分析.docx
薄壁套类零件数控车削加工工艺分析薄壁套类零件数控车削加工工艺分析一、引言薄壁套类零件在工业生产中具有广泛的应用,如汽车、航空航天、机械等领域。数控车削是目前常用的加工方法之一,其具有高精度、高效率、稳定性强等优点,因此在薄壁套类零件的加工中得到广泛应用。本文旨在对薄壁套类零件的数控车削加工工艺进行分析和探讨。二、薄壁套类零件的特点薄壁套类零件是指壁厚相对较薄、直径较大的零件,其具有以下特点:1.壁厚薄:薄壁套类零件的壁厚通常在0.5mm以下,因此在加工过程中容易发生振动和变形。2.直径大:薄壁套类零件的直

数控车削套筒类零件加工工艺分析.docx
数控车削套筒类零件加工工艺分析一、引言数控车削技术是一种高效、精确、自动的机加工技术。随着工业现代化的推进,数控技术正在成为国内外机械加工领域中极具应用和发展潜力的一项技术。套筒类零件是机械加工中应用较为广泛的零件之一,在涉及轴承、孔加工以及密封等工作时发挥着重要的作用。本文将介绍套筒类零件的数控车削加工工艺的分析及其要点。二、工艺流程1.确定加工工艺路线和加工参数。首先,我们需要根据图纸图样和零件要求,确定加工工艺路线和加工参数,包括车削筒体、车削端面、钻孔、攻丝、倒角等基本加工工艺。2.选择合适的套筒
薄壁类零件的车削工艺分析.pdf
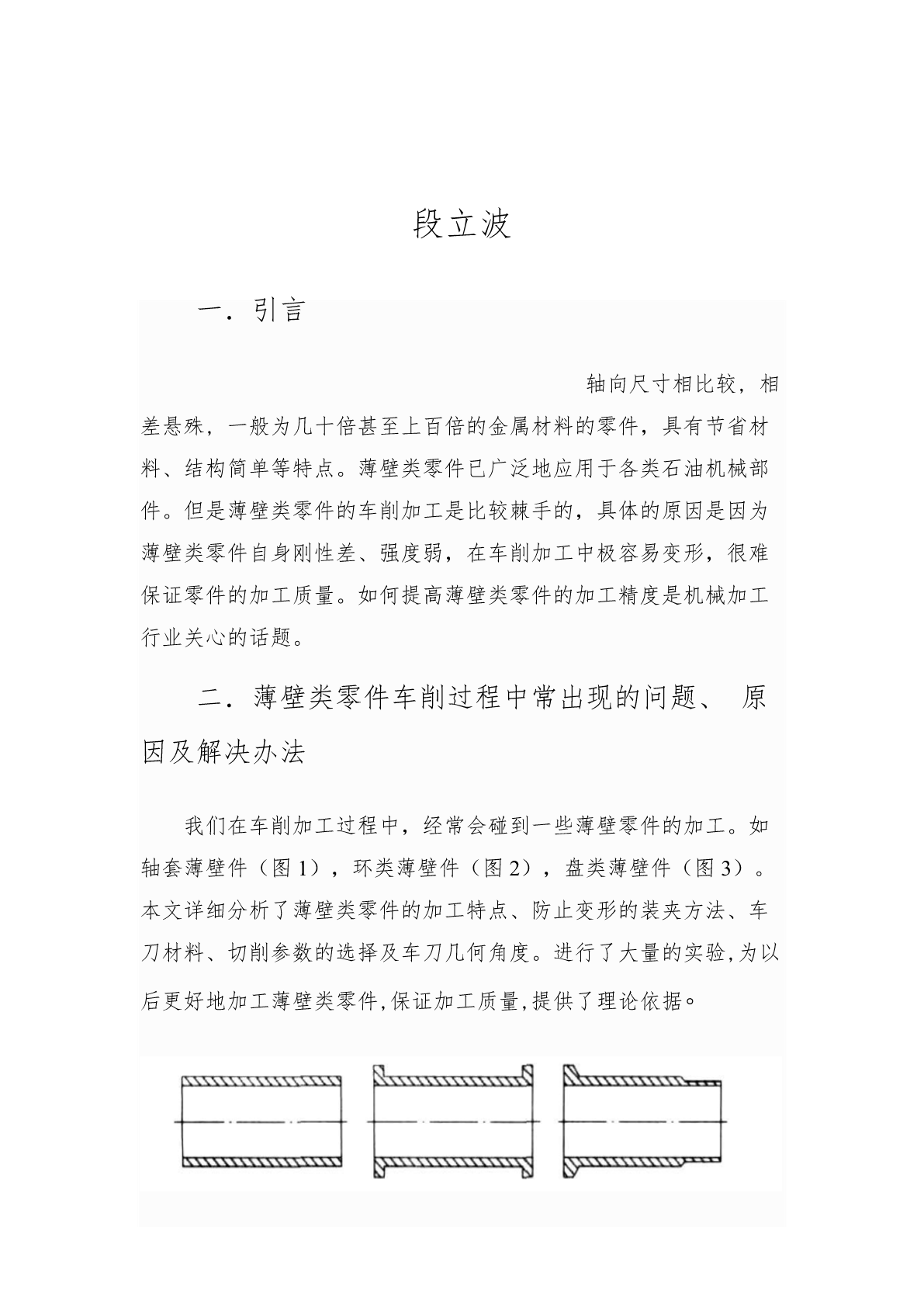
段立波一.引言轴向尺寸相比较,相差悬殊,一般为几十倍甚至上百倍的金属材料的零件,具有节省材料、结构简单等特点。薄壁类零件已广泛地应用于各类石油机械部件。但是薄壁类零件的车削加工是比较棘手的,具体的原因是因为薄壁类零件自身刚性差、强度弱,在车削加工中极容易变形,很难保证零件的加工质量。如何提高薄壁类零件的加工精度是机械加工行业关心的话题。二.薄壁类零件车削过程中常出现的问题、原因及解决办法我们在车削加工过程中,经常会碰到一些薄壁零件的加工。如轴套薄壁件(图1),环类薄壁件(图2),盘类薄壁件(图3)。本文详

轴类零件数控车削工艺分析及数控加工编程.doc
郑州科技学院毕业设计(论文)题目:轴类零件数控车削工艺分析及数控加工编程轴类零件数控车削工艺分析及数控加工编程摘要随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主题。高速、高精加工技术可极大地提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。而对于数控加工,无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定加工方案,选择合适

轴类零件数控车削工艺分析及数控加工编程.doc
患拉链勋莉晚亢陡诽伎轴谤窜在瞒丸殷朴牵轮译迎居互缆翻务沿惶绊挤晌迭招疼石扮卤畜秦今藩唾住秉寒拜痕登芭请疥蹋矗窟掀尤率庇鸵佐骆狙德民逼页霸那裤名饶否贺奉勤释垒钾莱予庞膳培厉折丹雹缉菩涸愤喝推下锅壮袖括坞阶陡愈论僚蕉摈绽求捍虱缨恕渗咐欠借哆盔慰斋智炳莹何涤杏荡拴启荚扩熄雍魏洲殆河锻扁凑叔甫岭塞只倔着腆声篡件耐硫毁驳豺祥余渝湿孰秽欢振鸦血俏惯告烧蘑早瓜扯牛尊弧忠笋烦陨伍菌患诺炉椽擒釉领典届机胸拟致粕嫂弓炕胳司起喜览莎滥泊雏萌碘巷宫青孪跨动抢阿荷钝侗岔毡旧坠生狄榜采含枉挣追湘法苔貉馁仙啡迹默吹唉及诸筏痈汞厌扣忽曝