
后钢板弹簧吊耳加工工艺规程设计.docx

纪阳****公主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

后钢板弹簧吊耳加工工艺规程设计.docx
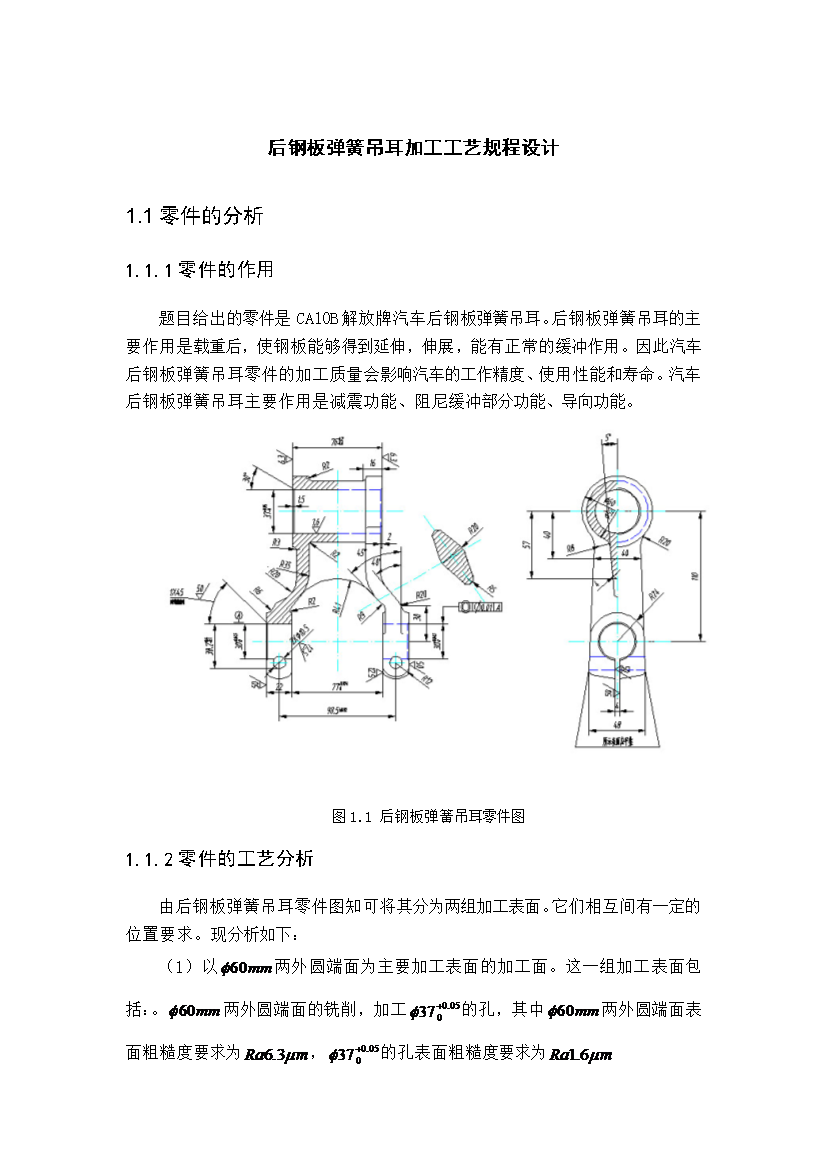
后钢板弹簧吊耳加工工艺规程设计1.1零件的分析1.1.1零件的作用题目给出的零件是CA10B解放牌汽车后钢板弹簧吊耳。后钢板弹簧吊耳的主要作用是载重后,使钢板能够得到延伸,伸展,能有正常的缓冲作用。因此汽车后钢板弹簧吊耳零件的加工质量会影响汽车的工作精度、使用性能和寿命。汽车后钢板弹簧吊耳主要作用是减震功能、阻尼缓冲部分功能、导向功能。图1.1后钢板弹簧吊耳零件图1.1.2零件的工艺分析由后钢板弹簧吊耳零件图知可将其分为两组加工表面。它们相互间有一定的位置要求。现分析如下:(1)以两外圆端面为主要加工表面

后钢板弹簧吊耳加工工艺规程设计.docx
后钢板弹簧吊耳加工工艺规程设计1.1零件的分析1.1.1零件的作用题目给出的零件是CA10B解放牌汽车后钢板弹簧吊耳。后钢板弹簧吊耳的主要作用是载重后,使钢板能够得到延伸,伸展,能有正常的缓冲作用。因此汽车后钢板弹簧吊耳零件的加工质量会影响汽车的工作精度、使用性能和寿命。汽车后钢板弹簧吊耳主要作用是减震功能、阻尼缓冲部分功能、导向功能。图1.1后钢板弹簧吊耳零件图1.1.2零件的工艺分析由后钢板弹簧吊耳零件图知可将其分为两组加工表面。它们相互间有一定的位置要求。现分析如下:(1)以两外圆端面为主要加工表面
后钢板弹簧吊耳加工工艺规程设计.docx
后钢板弹簧吊耳加工工艺规程设计1.1零件的分析1.1.1零件的作用题目给出的零件是CA10B解放牌汽车后钢板弹簧吊耳。后钢板弹簧吊耳的主要作用是载重后,使钢板能够得到延伸,伸展,能有正常的缓冲作用。因此汽车后钢板弹簧吊耳零件的加工质量会影响汽车的工作精度、使用性能和寿命。汽车后钢板弹簧吊耳主要作用是减震功能、阻尼缓冲部分功能、导向功能。图1.1后钢板弹簧吊耳零件图1.1.2零件的工艺分析由后钢板弹簧吊耳零件图知可将其分为两组加工表面。它们相互间有一定的位置要求。现分析如下:(1)以两外圆端面为主要加工表面

后钢板弹簧吊耳加工工艺规程设计.doc
毕业设计说明书1绪论需要图纸与完整word的请加:229826208在我们完成了大学的全部课程之后,进行了机械加工工艺及工装设计,这是一次理论联系实际的综合运用,使我对专业知识、技能有了进一步的提高,为以后从事专业技术的工作打下基础。机械加工工艺是实现产品设计,保证产品质量、节约能源、降低成本的重要手段,是企业进行生产准备,计划调度、加工操作、生产安全、技术检测和健全劳动组织的重要依据,也是企业上品种、上质量、上水平,加速产品更新,提高经济效益的技术保证。然而夹具又是制造系统的重要组成部

后钢板弹簧吊耳加工工艺规程设计.docx
后钢板弹簧吊耳加工工艺规程设计1.1零件的分析1.1.1零件的作用题目给出的零件是CA10B解放牌汽车后钢板弹簧吊耳。后钢板弹簧吊耳的主要作用是载重后,使钢板能够得到延伸,伸展,能有正常的缓冲作用。因此汽车后钢板弹簧吊耳零件的加工质量会影响汽车的工作精度、使用性能和寿命。汽车后钢板弹簧吊耳主要作用是减震功能、阻尼缓冲部分功能、导向功能。图1.1后钢板弹簧吊耳零件图1.1.2零件的工艺分析由后钢板弹簧吊耳零件图知可将其分为两组加工表面。它们相互间有一定的位置要求。现分析如下:(1)以两外圆端面为主要加工表面