
第五章--板带材生产设备-(连轧板带材生产设备介绍。).pptx

佳晨****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
第五章--板带材生产设备-(连轧板带材生产设备介绍。).pptx
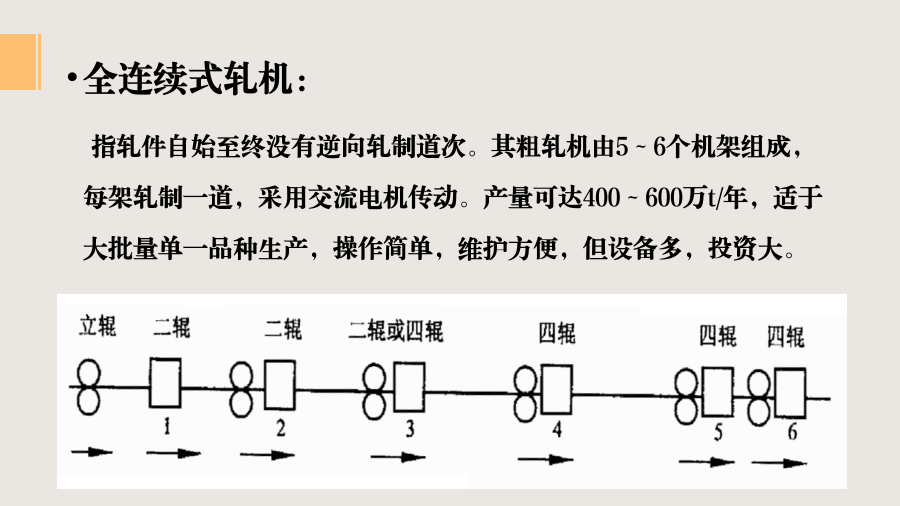
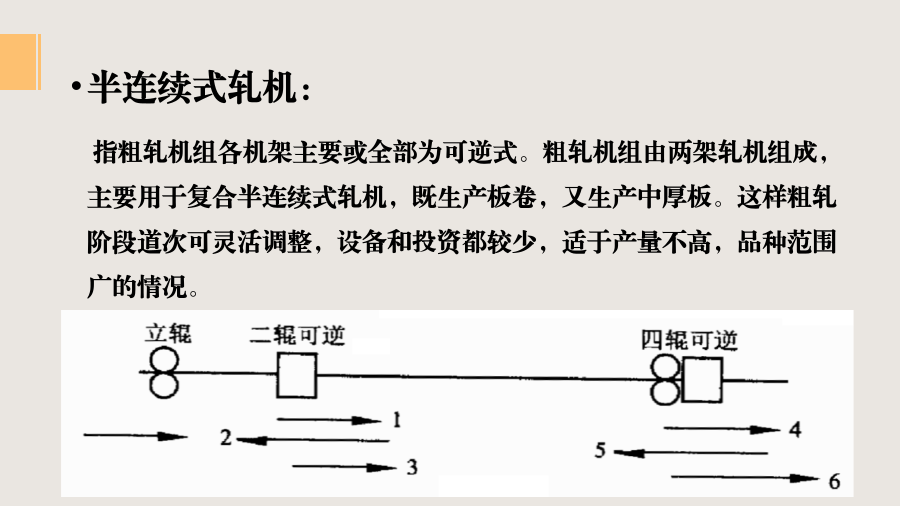
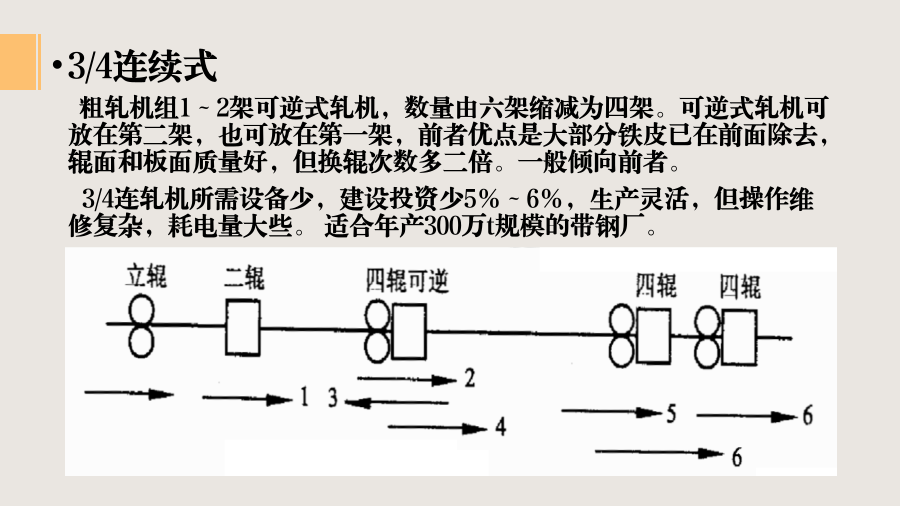
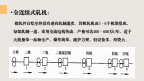
全连续式轧机:指轧件自始至终没有逆向轧制道次。其粗轧机由5~6个机架组成,每架轧制一道,采用交流电机传动。产量可达400~600万t/年,适于大批量单一品种生产,操作简单,维护方便,但设备多,投资大。半连续式轧机:指粗轧机组各机架主要或全部为可逆式。粗轧机组由两架轧机组成,主要用于复合半连续式轧机,既生产板卷,又生产中厚板。这样粗轧阶段道次可灵活调整,设备和投资都较少,适于产量不高,品种范围广的情况。3/4连续式粗轧机组1~2架可逆式轧机,数量由六架缩减为四架。可逆式轧机可放在第二架,也可放在第一架,前者

金属板带材连轧设备.pdf
一种轧制金属板带材所用设备,属于金属板带材轧制技术领域,适用于金属板带材的连轧生产线所用设备,其特征是生产线中粗轧机组、中轧机组及精轧机组分别是由机座和其上的电动机、减速箱、齿轮分配箱和若干台二辊板带轧机所构成,在每台轧机的入口处和出口处装有导卫装置,其特征在于所述的二辊板带轧机的机架是将左机架和右机架通过联接螺栓对合而成的,该机架的形状是沿轧制方向看为矩形,在机架的上、下面上与轧辊装置相对应的部位上安装有用于调整轧辊间距的压下螺丝,所述的二辊板带轧机采用分段设置的面接触轧辊支承系统,所述的二辊
《板带材生产》.ppt
整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt

《板带材生产概述》.ppt
整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt整理ppt

板带材生产工艺1.ppt
轧钢工艺学—板带生产工艺主要内容参考书第一章板带材生产概述一、板带产品特点、分类及技术要求使用上的特点:板带材的生产特点2、板带材的分类及技术要求板带材产品分类热轧钢板的分类板带材产品分类包钢板厂产品大纲131415板带材技术要求(1)尺寸精度要求高(2)板型要好(3)表面质量要好(4)性能要好性能要好四、板带轧机行星轧机机组辊系的演变:252、按轧辊驱动方式分类异步驱动3、按轧机组成分类炉卷轧机轧机组成分类4、按轧机用途分类(2)中厚板轧机(3)热轧带钢轧机(4)冷轧带钢轧机(5)平整机按用途分类5、高