
冲裁件的工艺性.ppt

戊午****jj

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冲裁件的工艺性.ppt
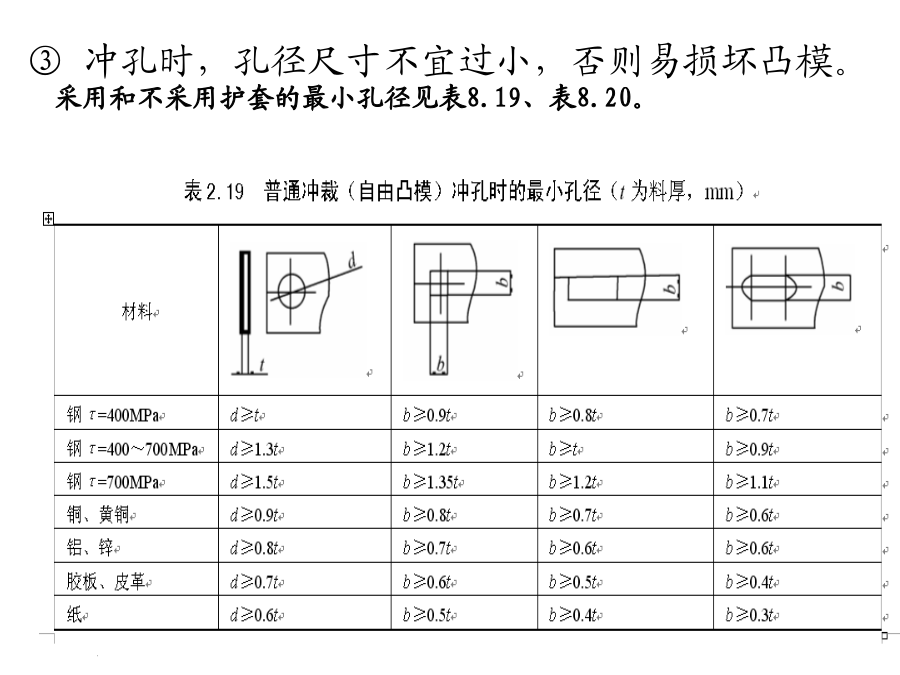
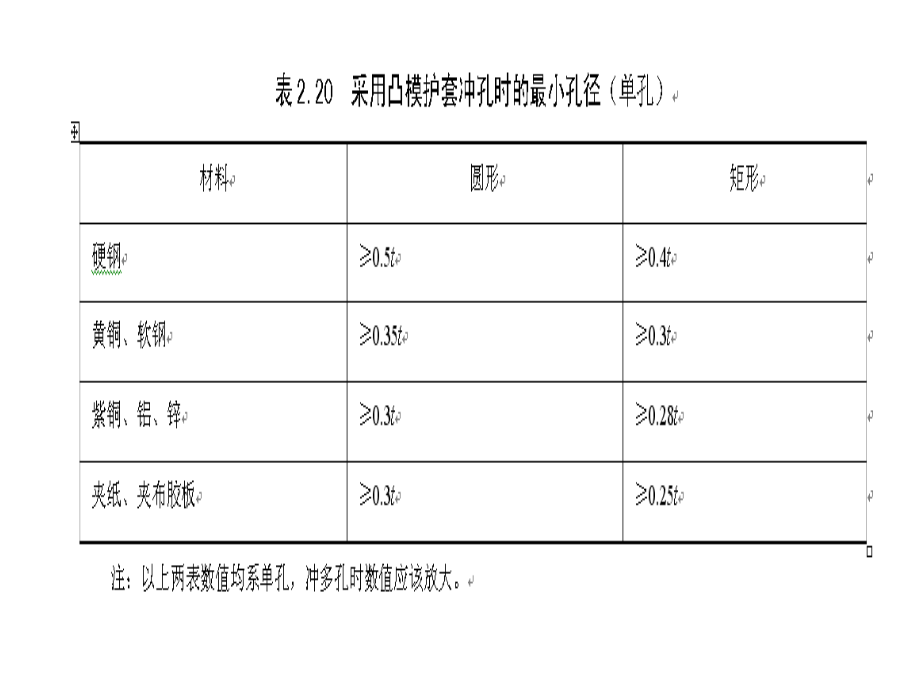
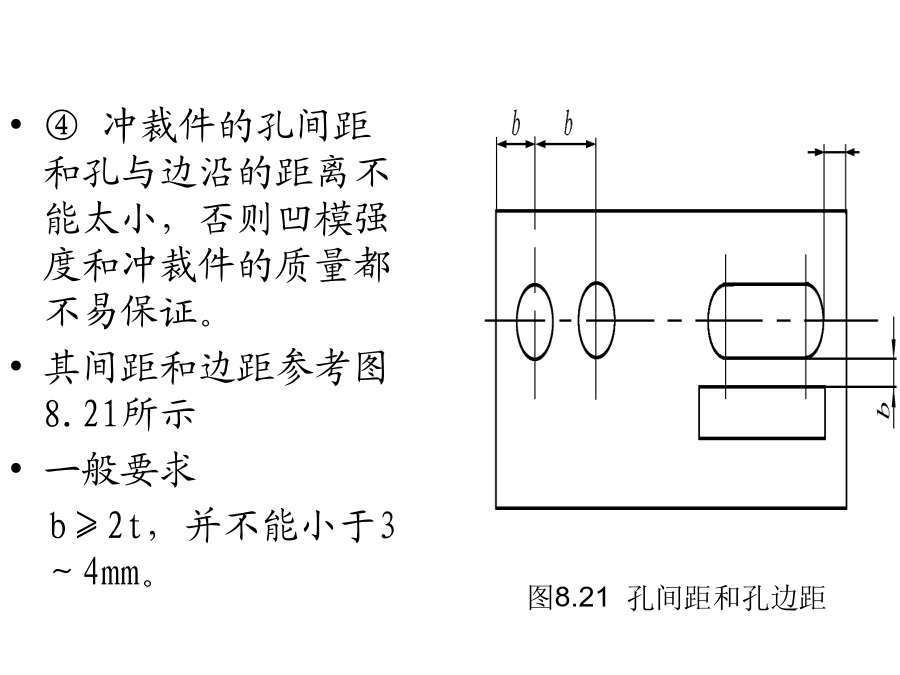
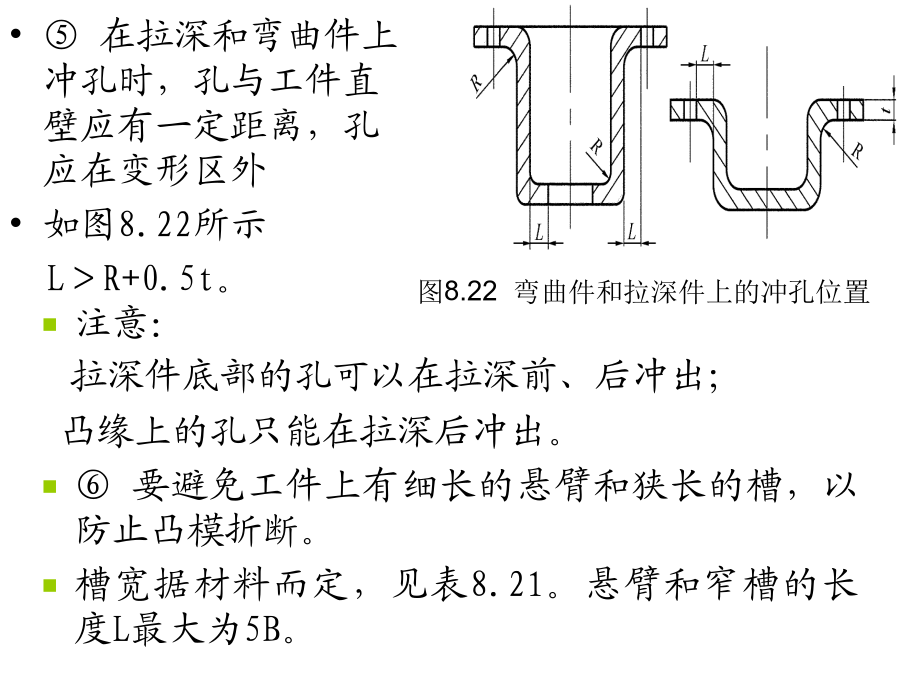
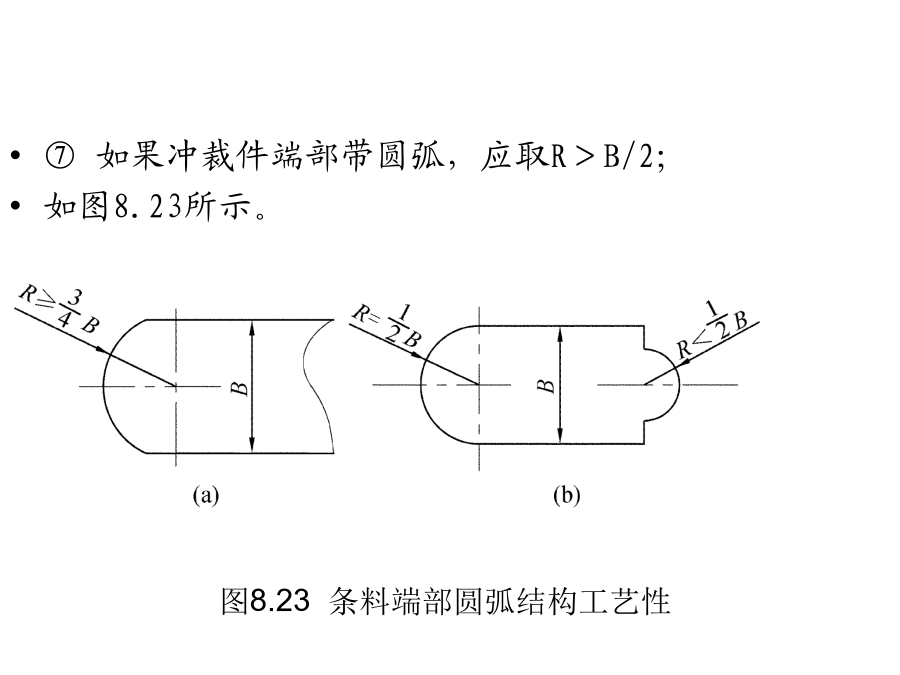
冲裁件的工艺性就是冲裁件对冲压工艺的适应性能,即冲裁件结构形状、尺寸大小、工件精度等在冲裁时的难易程度。③冲孔时,孔径尺寸不宜过小,否则易损坏凸模。采用和不采用护套的最小孔径见表8.19、表8.20。④冲裁件的孔间距和孔与边沿的距离不能太小,否则凹模强度和冲裁件的质量都不易保证。其间距和边距参考图8.21所示一般要求b≥2t,并不能小于3~4mm。⑤在拉深和弯曲件上冲孔时,孔与工件直壁应有一定距离,孔应在变形区外如图8.22所示L>R+0.5t。⑦如果冲裁件端部带圆弧,应取R>B/2;如图8.23所示。
冲裁件的工艺性.ppt
冲裁件的工艺性就是冲裁件对冲压工艺的适应性能,即冲裁件结构形状、尺寸大小、工件精度等在冲裁时的难易程度。③冲孔时,孔径尺寸不宜过小,否则易损坏凸模。采用和不采用护套的最小孔径见表8.19、表8.20。④冲裁件的孔间距和孔与边沿的距离不能太小,否则凹模强度和冲裁件的质量都不易保证。其间距和边距参考图8.21所示一般要求b≥2t,并不能小于3~4mm。⑤在拉深和弯曲件上冲孔时,孔与工件直壁应有一定距离,孔应在变形区外如图8.22所示L>R+0.5t。⑦如果冲裁件端部带圆弧,应取R>B/2;如图8.23所示。
冲裁件的工艺性.ppt
冲裁件的工艺性就是冲裁件对冲压工艺的适应性能,即冲裁件结构形状、尺寸大小、工件精度等在冲裁时的难易程度。③冲孔时,孔径尺寸不宜过小,否则易损坏凸模。采用和不采用护套的最小孔径见表8.19、表8.20。④冲裁件的孔间距和孔与边沿的距离不能太小,否则凹模强度和冲裁件的质量都不易保证。其间距和边距参考图8.21所示一般要求b≥2t,并不能小于3~4mm。⑤在拉深和弯曲件上冲孔时,孔与工件直壁应有一定距离,孔应在变形区外如图8.22所示L>R+0.5t。⑦如果冲裁件端部带圆弧,应取R>B/2;如图8.23所示。
冲裁件的工艺性.ppt
冲裁件的工艺性就是冲裁件对冲压工艺的适应性能,即冲裁件结构形状、尺寸大小、工件精度等在冲裁时的难易程度。③冲孔时,孔径尺寸不宜过小,否则易损坏凸模。采用和不采用护套的最小孔径见表8.19、表8.20。④冲裁件的孔间距和孔与边沿的距离不能太小,否则凹模强度和冲裁件的质量都不易保证。其间距和边距参考图8.21所示一般要求b≥2t,并不能小于3~4mm。⑤在拉深和弯曲件上冲孔时,孔与工件直壁应有一定距离,孔应在变形区外如图8.22所示L>R+0.5t。⑦如果冲裁件端部带圆弧,应取R>B/2;如图8.23所示。
冲裁件的工艺性.ppt
冲裁件的工艺性就是冲裁件对冲压工艺的适应性能即冲裁件结构形状、尺寸大小、工件精度等在冲裁时的难易程度。③冲孔时孔径尺寸不宜过小否则易损坏凸模。采用和不采用护套的最小孔径见表8.19、表8.20。④冲裁件的孔间距和孔与边沿的距离不能太小否则凹模强度和冲裁件的质量都不易保证。其间距和边距参考图8.21所示一般要求b≥2t并不能小于3~4mm。⑤在拉深和弯曲件上冲孔时孔与工件直壁应有一定距离孔应在变形区外如图8.22所示L>R+0.5t。⑦如果冲裁件端部带圆弧应取R>B/2;如图