
焊丝生产工艺技术.pdf

Ke****67


1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共36页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊丝生产工艺技术.pdf
"!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!!!!!术!!!!!!技!!!!!!篇!!艺!!!!!!一工!!!!!!!!产!十!!!!!!!生!!第!!!!丝!!!!!!!!焊!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!"第

焊丝生产工艺.doc
焊丝生产工艺技术第一章概述焊接已广泛用于造船、车辆、电站设备、石油化工、航空航天、重机、矿山、冶金、建筑机械等部门。近年来,随着我国产业结构变化,焊接应用的领域已扩展到电子器件、家电、轻工、食品和机床等部门。当代的焊接技术远远不是单项的加工工艺,它已发展成为现代科技多学科相互交融的新学科,成为一种综合性的工程技术。焊接材料是焊接技术的基础,它为先进的焊接工艺、焊接设备提供支撑。我国的焊接材料包括五大类:焊条、焊丝、焊剂、钎料和合金粉末。焊接材料的出现,最早可以追溯到1888年,俄国人N.G.斯拉文诺夫发明

焊丝生产环保除尘装置.pdf
焊丝生产环保除尘装置,由布袋除尘器、旋风机、三级雾化逆流接触塔和雾化器组成,布袋除尘器出口与旋风机进口相连,旋风机出口通过进气管与三级雾化逆流接触塔底部相通,三级雾化逆流接触塔上部设置三级塔盘,塔盘上放置活性炭,雾化器的雾化出口管通过三根支管分别进入三级雾化逆流接触塔雾的三级塔盘上方,三级雾化逆流接触塔顶部设置净化气体出口管,腐蚀气体进口管直接与旋风机出口的进气管相连。本发明在布袋除尘器出口加设三级雾化逆流接触塔,同时针对废气成分分成含尘气体和含化学物气体,从而避免了化学气体对布袋除尘器的腐蚀,达到了焊丝

焊丝品质欲提升 装备技术须先行——药芯焊丝生产装备对焊丝品质的影响.docx
焊丝品质欲提升装备技术须先行——药芯焊丝生产装备对焊丝品质的影响摘要:药芯焊丝是常用的焊接材料,在各种焊接工艺中起到关键作用。焊丝品质的好坏直接影响着焊接质量的优劣。然而,要提升焊丝品质并不是简单的任务,需要依靠先进的生产装备和技术。本文将重点探讨药芯焊丝生产装备对焊丝品质的影响,并提出相应的改进措施。1.引言焊丝作为焊接材料的一种,使用广泛。它的主要作用是为焊接提供熔化金属的输送和保护,从而实现焊接接头的连接。焊丝品质的好坏直接关系到焊接接头的强度、密实度、耐腐蚀性等性能。因此,提升焊丝品质是十分重要的
一种生产焊丝的设备.pdf
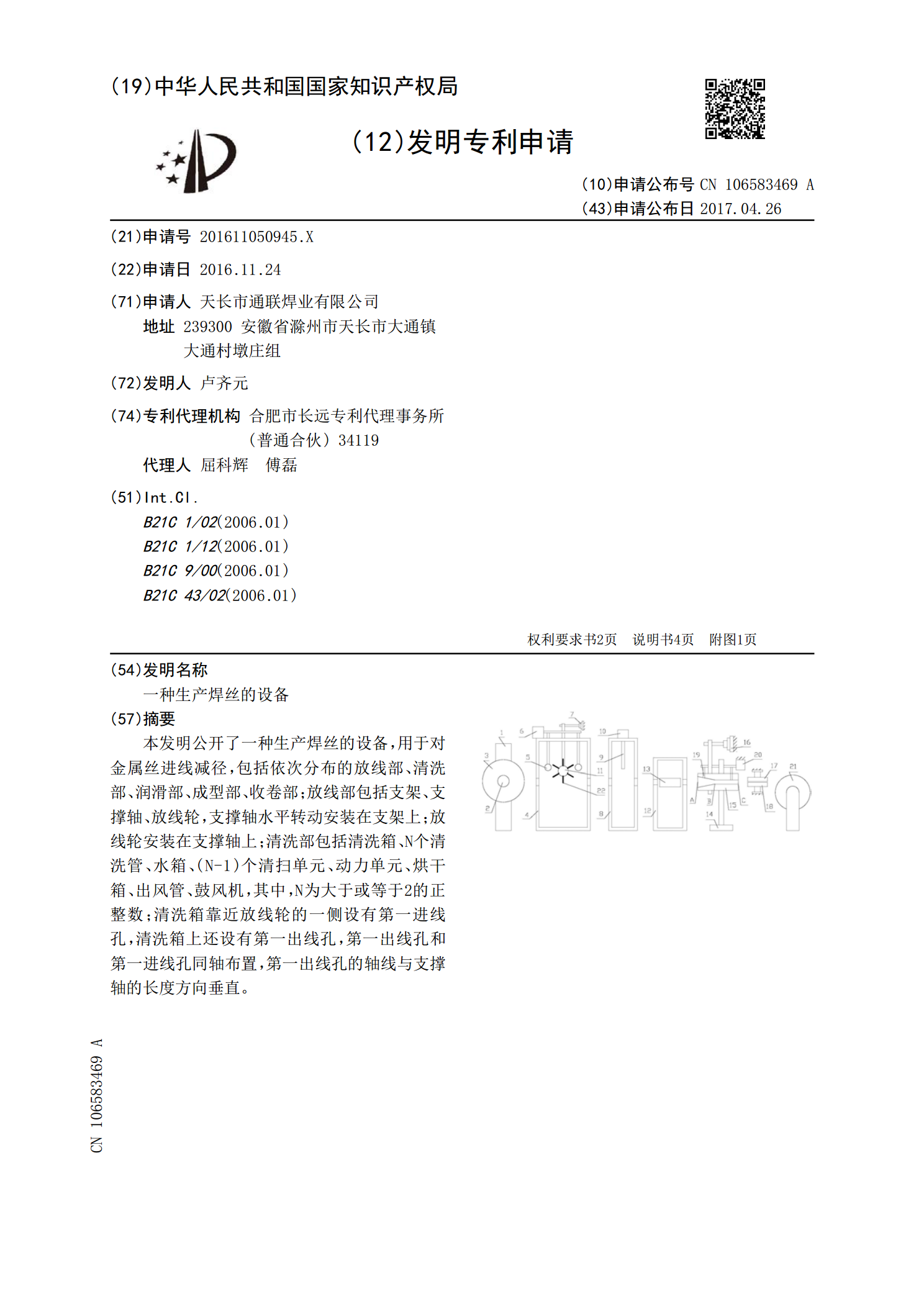
本发明公开了一种生产焊丝的设备,用于对金属丝进线减径,包括依次分布的放线部、清洗部、润滑部、成型部、收卷部;放线部包括支架、支撑轴、放线轮,支撑轴水平转动安装在支架上;放线轮安装在支撑轴上;清洗部包括清洗箱、N个清洗管、水箱、(N‑1)个清扫单元、动力单元、烘干箱、出风管、鼓风机,其中,N为大于或等于2的正整数;清洗箱靠近放线轮的一侧设有第一进线孔,清洗箱上还设有第一出线孔,第一出线孔和第一进线孔同轴布置,第一出线孔的轴线与支撑轴的长度方向垂直。