
排样和冲裁工艺设计ppt课件.ppt

ca****ng


1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共30页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

排样和冲裁工艺设计ppt课件.ppt
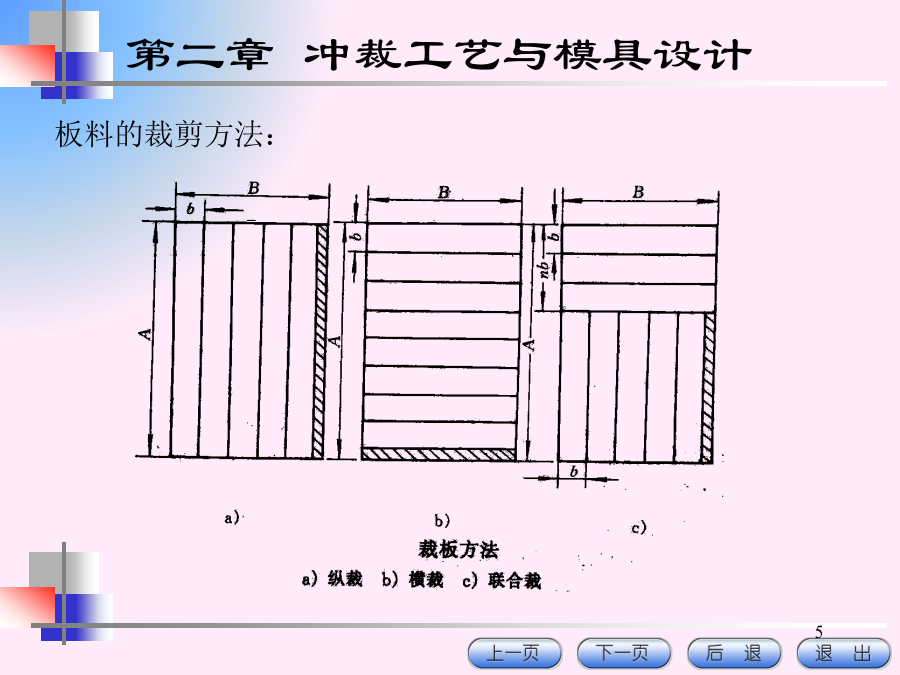
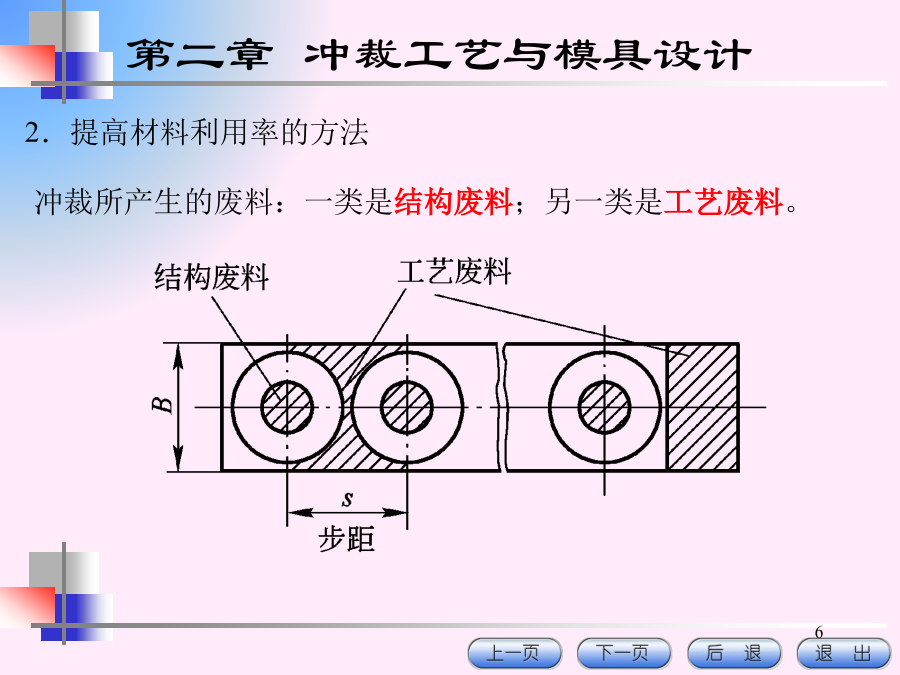
复习上次课内容第五节冲裁件的排样一、材料利用率一张板料(或带料、条料)上总的材料利用率冲裁所产生的废料:一类是结构废料;另一类是工艺废料。减少工艺废料的有力措施是:根据材料的合理利用情况,条料排样方法可分为三种:1.影响搭边值的因素2.搭边值的确定1.有侧压装置时条料的宽度与导料板间距离2.无侧压装置时条料的宽度与导料板间距离3.用侧刃定距时条料的宽度与导料板间距离一张完整的排样图应标注条料宽度尺寸第六节冲裁工艺设计第二章冲裁工艺与模具设计(3)冲裁件上凸出的悬臂和凹槽(4)冲裁件的孔边距与孔间距第二章冲

冲裁排样设计2-5ppt课件.ppt
复习上次课内容第五节冲裁排样设计第二章冲裁工艺与冲裁模设计第五节冲裁排样设计第二章冲裁工艺与冲裁模设计第二章冲裁工艺与冲裁模设计第五节冲裁排样设计减少工艺废料的有力措施是:第二章冲裁工艺与冲裁模设计第五节冲裁排样设计第五节冲裁排样设计第五节冲裁排样设计第五节冲裁排样设计1.有侧压装置时条料的宽度与导料板间距离2.无侧压装置时条料的宽度与导料板间距离3.用侧刃定距时条料的宽度与导料板间距离第五节冲裁排样设计排样设计实例第五节冲裁排样设计第二章冲裁工艺与冲裁模设计第二章冲裁工艺与冲裁模设计

冲裁排样设计.ppt
复习上次课内容第五节冲裁排样设计第五节冲裁排样设计第二章冲裁工艺与冲裁模设计第二章冲裁工艺与冲裁模设计第五节冲裁排样设计减少工艺废料的有力措施是:第五节冲裁排样设计第五节冲裁排样设计第五节冲裁排样设计第五节冲裁排样设计1.有侧压装置时条料的宽度与导料板间距离2.无侧压装置时条料的宽度与导料板间距离3.用侧刃定距时条料的宽度与导料板间距离第五节冲裁排样设计试确定下图所示零件的合理排样方法,并计算其条料宽度和材料利用率。试根据下图所示的凹模简图画出冲裁件形状及冲裁时的排样图零件形状不同材料利用情况的对比

冲裁排样设计.ppt
复习上次课内容第五节冲裁排样设计第五节冲裁排样设计第二章冲裁工艺与冲裁模设计第二章冲裁工艺与冲裁模设计第五节冲裁排样设计减少工艺废料的有力措施是:第五节冲裁排样设计第五节冲裁排样设计第五节冲裁排样设计第五节冲裁排样设计1.有侧压装置时条料的宽度与导料板间距离2.无侧压装置时条料的宽度与导料板间距离3.用侧刃定距时条料的宽度与导料板间距离第五节冲裁排样设计试确定下图所示零件的合理排样方法,并计算其条料宽度和材料利用率。试根据下图所示的凹模简图画出冲裁件形状及冲裁时的排样图零件形状不同材料利用情况的对比

25 冲裁排样设计.docx
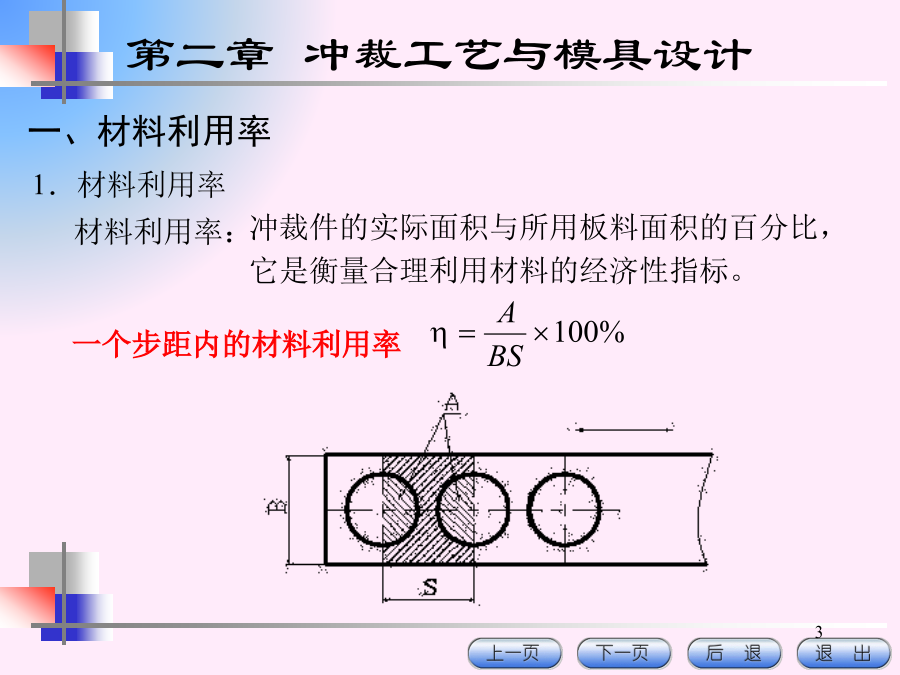
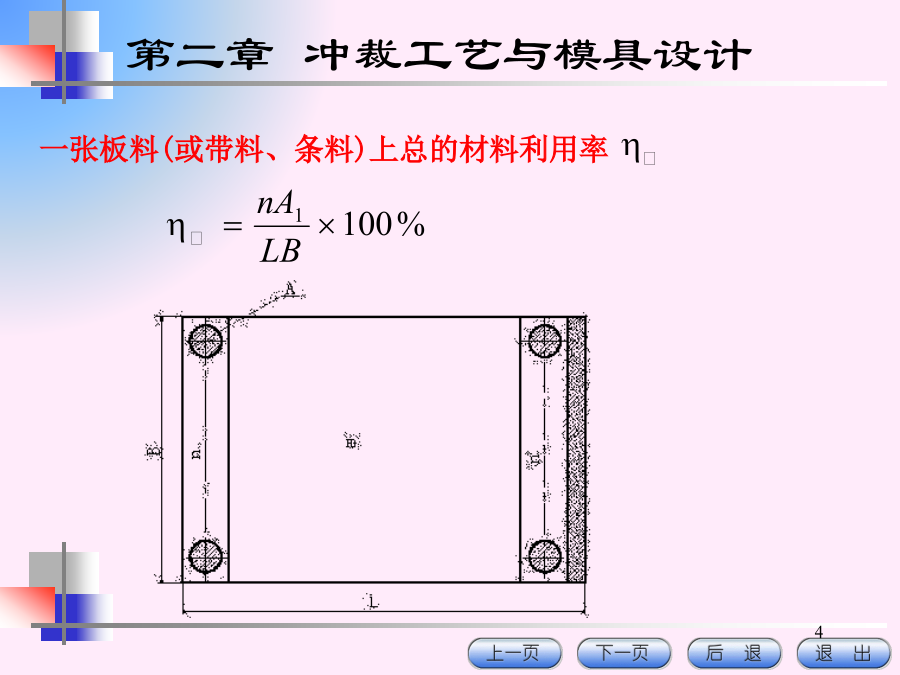
2.5冲裁排样设计冲裁件在条料、带料或板料上的布置方法叫排样。合理的排样是提高材料利用率、降低成本,保证冲件质量及模具寿命的有效措施。材料的合理利用1.材料利用率冲裁件的实际面积与所用板料面积的百分比叫材料利用率,是衡量合理利用材料的经济性指标。一个步距内的材料利用率(图)可用下式表示。图废料的种类图若考虑到料头、料尾和边余料的材料消耗,则一张板料(或带料、条料)上总的材料的利用率为式中n——一张板料(或带料、条料)上冲裁件的总数目;A1——一个冲裁件的实际面积;L——板料长度;B——板料宽度。值越大,材