
薄壁零件车削工艺.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁零件车削工艺.docx
薄壁零件车削工艺薄壁零件车削工艺摘要:薄壁零件是工程领域中常见的一种零部件,其特点是壁厚相对较薄,曲面形状复杂,加工难度较大。本文针对薄壁零件车削工艺进行了研究和分析,探讨了薄壁零件车削的工艺方案、刀具选择、加工参数等问题,并提出了优化加工的方法。关键词:薄壁零件、车削工艺、刀具选择、加工参数、优化加工1.引言薄壁零件指的是壁厚相对较薄的零部件,其壁厚一般在2mm以下。薄壁零件在航空航天、汽车、电子等行业中应用广泛。由于其壁厚较薄,曲面形状复杂,加工难度较大。车削是薄壁零件加工的一种常用方法。本文旨在研究

薄壁零件的车削工艺研究.docx
薄壁零件的车削工艺研究薄壁零件在工业制造中应用广泛,但由于其结构的特殊性,加工过程中容易产生变形等质量问题,影响产品的精度和质量。因此,为了提高薄壁零件的加工精度和质量,需要对其车削工艺进行研究和优化。一、影响薄壁零件车削的因素1.切削参数切削参数包括切削速度、进给量和切削深度等,这些参数会直接影响到零件的成型精度和表面质量。针对薄壁零件这一特殊结构的特点,应选择合适的切削速度、进给量和切削深度,以保证在加工过程中尽量减少变形等问题。2.刀具选择刀具的尺寸、材质、刃角和刃型等因素都会影响薄壁零件的车削质量

薄壁零件的车削工艺研究.docx
薄壁零件的车削工艺研究薄壁零件的车削工艺研究引言:薄壁零件广泛应用于汽车、航空航天、电子、仪表等行业,其具有重量轻、刚度高、成本低等优点。而车削是制造薄壁零件的常用工艺之一。本论文将就薄壁零件的车削工艺进行研究,并探讨其在工程应用中的问题与特点。一、薄壁零件的特点薄壁零件一般指壁厚在0.5mm以下的零件。薄壁零件具有以下特点:1.壁厚薄:薄壁零件的壁厚通常很薄,制造过程中易产生变形。2.刚度高:薄壁零件相比厚壁零件刚度相对较高。3.重量轻:薄壁零件由于壁厚薄,因此重量相对较轻。4.成本低:薄壁零件制造过程

薄壁类零件的车削工艺分析.docx
薄壁类零件的车削工艺分析段立波一.引言薄壁类零件指的是零件壁厚与它的径向、轴向尺寸相比较,相差悬殊,一般为几十倍甚至上百倍的金属材料的零件,具有节省材料、结构简单等特点。薄壁类零件已广泛地应用于各类石油机械部件。但是薄壁类零件的车削加工是比较棘手的,具体的原因是因为薄壁类零件自身刚性差、强度弱,在车削加工中极容易变形,很难保证零件的加工质量。如何提高薄壁类零件的加工精度是机械加工行业关心的话题。二.薄壁类零件车削过程中常出现的问题、原因及解决办法我们在车削加工过程中,经常会碰到一些薄壁零件的加工。如轴套薄
薄壁类零件的车削工艺分析.pdf
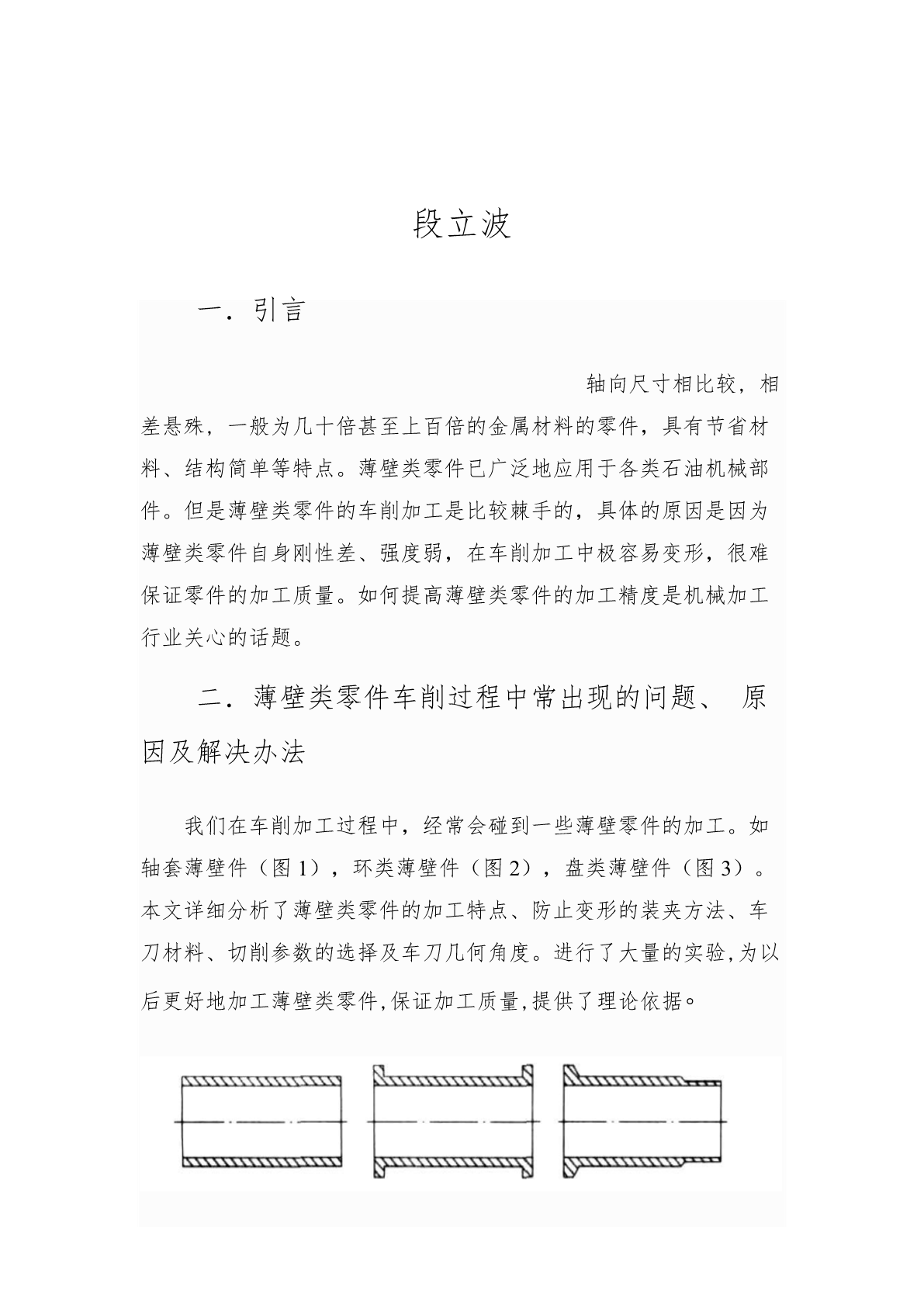
段立波一.引言轴向尺寸相比较,相差悬殊,一般为几十倍甚至上百倍的金属材料的零件,具有节省材料、结构简单等特点。薄壁类零件已广泛地应用于各类石油机械部件。但是薄壁类零件的车削加工是比较棘手的,具体的原因是因为薄壁类零件自身刚性差、强度弱,在车削加工中极容易变形,很难保证零件的加工质量。如何提高薄壁类零件的加工精度是机械加工行业关心的话题。二.薄壁类零件车削过程中常出现的问题、原因及解决办法我们在车削加工过程中,经常会碰到一些薄壁零件的加工。如轴套薄壁件(图1),环类薄壁件(图2),盘类薄壁件(图3)。本文详