
精密加工中的装夹技术.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

精密加工中的装夹技术.docx
精密加工中的装夹技术标题:精密加工中的装夹技术摘要:装夹技术在精密加工领域中起着重要作用,能够保持工件的稳定性和精度。本文从装夹技术的定义、分类及应用、关键环节和装夹误差控制等方面进行综述和分析,以期提供参考和借鉴。关键词:装夹技术、精密加工、稳定性、精度、装夹误差一、引言装夹技术是精密加工领域中不可或缺的一环,通过合理的装夹手段,能够使工件在加工过程中实现稳定性和精度的要求。本文将对装夹技术进行全面的探讨和总结,旨在为精密加工提供一定的参考和指导。二、装夹技术的定义与分类装夹技术是指将工件固定在机床或检

超精密加工中零件的装夹技术.docx
超精密加工中零件的装夹技术超精密加工中零件的装夹技术摘要:超精密加工是一种高精度、高质量的加工技术,广泛用于制造领域。在超精密加工中,零件的装夹技术是至关重要的环节,直接关系到加工精度和质量。本文将主要介绍超精密加工中零件的装夹技术的原理、方法和关键技术,以及常见的装夹误差及其解决方法等内容。1.引言超精密加工是一种在纳米尺度范围内进行加工的高精度加工技术,主要应用于电子、光学、航空航天等领域。在超精密加工过程中,零件的装夹技术是影响加工精度和表面质量的重要因素。因此,研究和优化装夹技术对于提高超精密加工

六角弯月镜面结构加工的精密装夹技术研究.docx
六角弯月镜面结构加工的精密装夹技术研究六角弯月镜面结构是一种具有很高光学性能的特殊形状结构,经常被应用于望远镜、激光器等光学仪器中。然而,由于其形状复杂且对精度要求较高,加工过程中往往存在装夹困难的问题。因此,本文将针对六角弯月镜面结构加工过程中的精密装夹技术进行研究。1.弯月镜面结构及其加工特点弯月镜面是一种非球面镜面,其形状为一个拱形,并且存在对称轴。六角弯月镜面则是在六个角上存在六个凹凸波动的结构,使得光线通过弯月镜面时会产生光学偏差。因此,加工过程中需要考虑凹凸波动的形状和尺寸,并精确控制加工误差

一种高效的精密加工用装夹平台.pdf
本发明涉及一种高效的精密加工用装夹平台,其包括与机床加工平台可拆卸连接的支撑架和用于安装坯料的承载板;承载板与支撑架转动连接,支撑架上设有驱动承载板转动的驱动组件;承载板上设有X向定位组件、Y向定位组件和压紧组件;承载板上开设有让位通孔;压紧组件包括压紧座、压紧爪和压紧驱动杆,承载板底部连接有压紧油缸,压紧油缸的活塞杆与压紧驱动杆连接,压紧驱动杆与压紧爪铰接,压紧座上铰接有压紧连杆,压紧连杆远离压紧座的一端与压紧爪铰接;压紧组件在承载板上设有多个;承载板上设有顶紧油缸,顶紧油缸的活塞轴上连接有顶紧托盘,顶
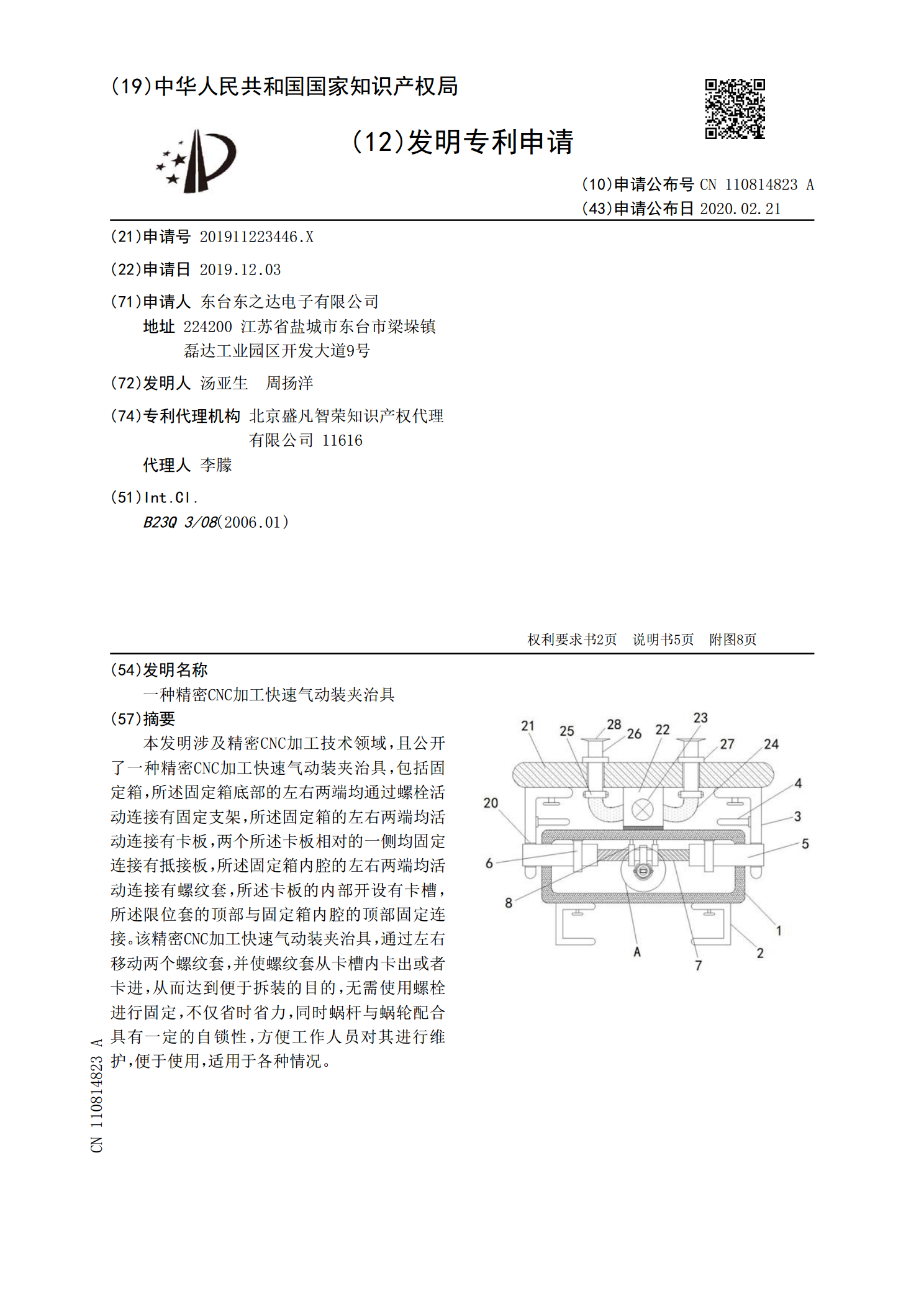
一种精密CNC加工快速气动装夹治具.pdf
本发明涉及精密CNC加工技术领域,且公开了一种精密CNC加工快速气动装夹治具,包括固定箱,所述固定箱底部的左右两端均通过螺栓活动连接有固定支架,所述固定箱的左右两端均活动连接有卡板,两个所述卡板相对的一侧均固定连接有抵接板,所述固定箱内腔的左右两端均活动连接有螺纹套,所述卡板的内部开设有卡槽,所述限位套的顶部与固定箱内腔的顶部固定连接。该精密CNC加工快速气动装夹治具,通过左右移动两个螺纹套,并使螺纹套从卡槽内卡出或者卡进,从而达到便于拆装的目的,无需使用螺栓进行固定,不仅省时省力,同时蜗杆与蜗轮配合具有