
特细长杆零件的磨削方法.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

特细长杆零件的磨削方法.docx
特细长杆零件的磨削方法特细长杆零件的磨削方法引言特细长杆零件是指直径小于10mm,长度超过10倍直径的零件,常见于电子设备、仪器仪表和精密机械等领域。这类零件由于尺寸特殊,截断难度大,磨削成为一种常用的加工方法。本文将详细介绍特细长杆零件的磨削方法,包括前期准备、设备选择、磨削工艺与参数的确定等方面。一、前期准备1.材料选择特细长杆零件通常需要使用高强度、抗磨损的材料,如不锈钢、合金钢等。在选择材料时,应充分考虑材料的机械性能、切削性能以及工件形状和尺寸的要求。2.工件加工前处理特细长杆零件在加工前需要进

细长杆磨削加工方法.docx
细长杆磨削加工方法细长杆磨削加工方法摘要:随着工业技术的发展,越来越多的工件需要进行精密加工,其中细长杆的磨削加工具有一定的技术难度。本论文将探讨细长杆磨削加工的方法,包括传统的磨削方法和现代的磨削技术,旨在为相关领域的研究人员和工程师提供参考。一、引言细长杆在许多领域中都有广泛的应用,如航空航天、汽车制造、机械制造等。由于其尺寸长、直径小、材料硬等特性,细长杆的磨削加工具有一定的难度,需要采用特殊的加工方法来保证加工质量和效率。二、传统的细长杆磨削加工方法1.外圆磨削外圆磨削是细长杆磨削加工中最常见的方

长杆零件硬度检查方法.docx
长杆零件硬度检查方法长杆零件硬度检查方法引言:在工业生产中,长杆零件广泛应用于许多领域,例如机械工程、汽车工业等。由于长杆零件在使用过程中需要承受较大的力和压力,其硬度成为一个重要的性能指标。正确的硬度检查方法对于确保长杆零件的质量和使用寿命具有重要意义。本文将探讨长杆零件硬度检查的方法和技术。一、硬度概述:硬度是材料抵抗表面划伤或变形的能力。常见的硬度测试方法有硬度计、磨削试验、压痕试验等。硬度的测试结果可以反映材料的强度、延展性和成形性等。长杆零件的硬度测试是确保其性能指标的重要手段。二、硬度检查方法
长杆石英玻璃棒的磨削装置及其磨削方法.pdf
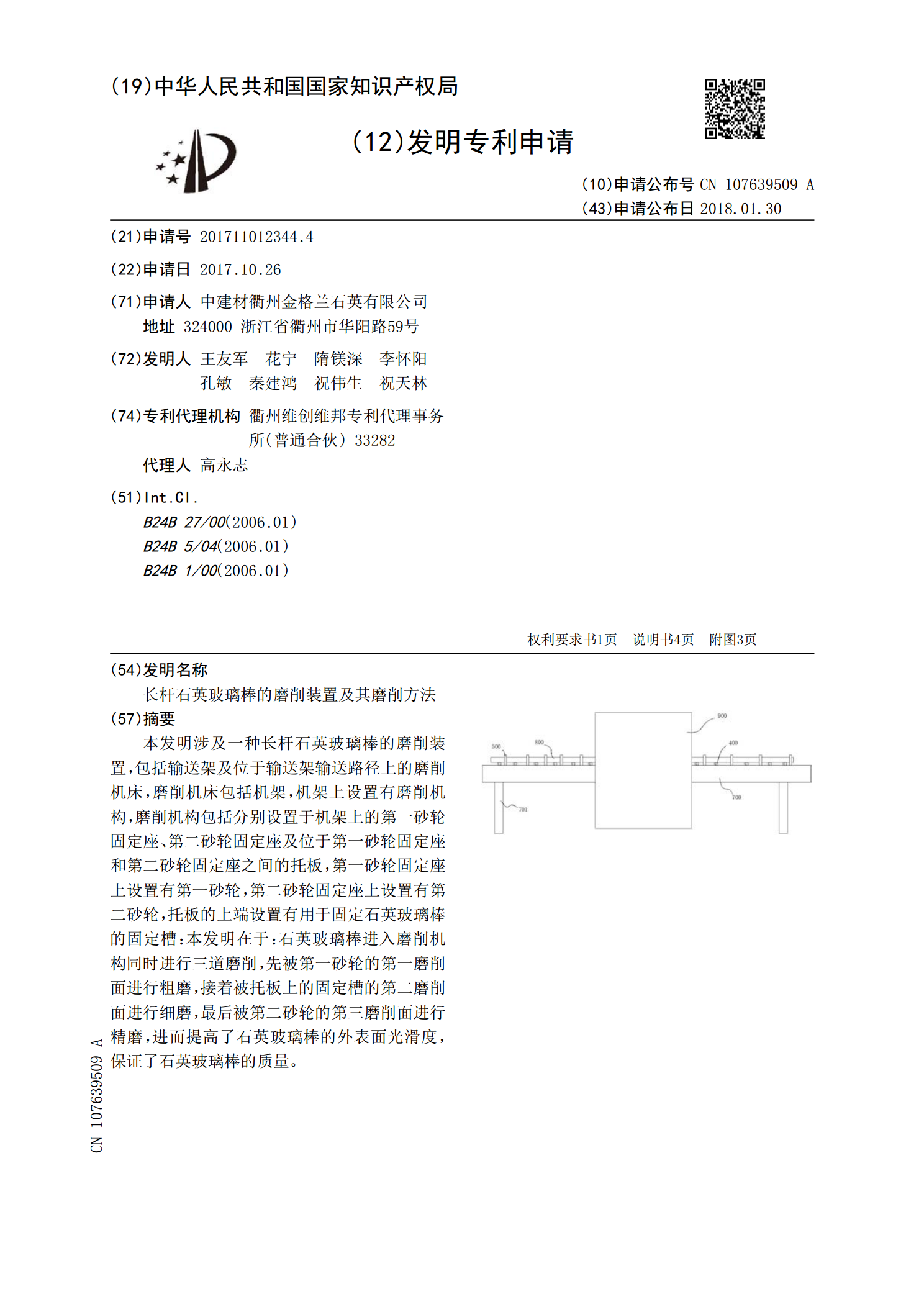
本发明涉及一种长杆石英玻璃棒的磨削装置,包括输送架及位于输送架输送路径上的磨削机床,磨削机床包括机架,机架上设置有磨削机构,磨削机构包括分别设置于机架上的第一砂轮固定座、第二砂轮固定座及位于第一砂轮固定座和第二砂轮固定座之间的托板,第一砂轮固定座上设置有第一砂轮,第二砂轮固定座上设置有第二砂轮,托板的上端设置有用于固定石英玻璃棒的固定槽:本发明在于:石英玻璃棒进入磨削机构同时进行三道磨削,先被第一砂轮的第一磨削面进行粗磨,接着被托板上的固定槽的第二磨削面进行细磨,最后被第二砂轮的第三磨削面进行精磨,进而提

长杆零件无心磨加工方法.pdf
本发明公开了一种长杆零件无心磨加工方法,包括以下步骤:1)在无心磨床的托板(1)上安装辅助机构;2)将工件(5)装夹在无心磨床上,工件(5)由多个托轮装置(4)和托板(1)顶部的斜面共同支撑;3)控制磨削轮(6)和导向轮(7)同向转动,同时驱动工件(5)在水平面上转动着从前往后移动,通过磨削轮(6)对工件(5)的外圆进行粗磨;4)重复步骤3),直至工件(5)外圆的余量为0.03-0.05mm;5)对工件(5)进行精磨,直至工件(5)的外圆加工至设计的尺寸。本发明工艺简单,操作方便,能有效减小磨削过程中的摆