
数控车床编程与操作加工PPT课件.ppt

lj****88

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共98页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控车床编程与操作加工PPT课件.ppt
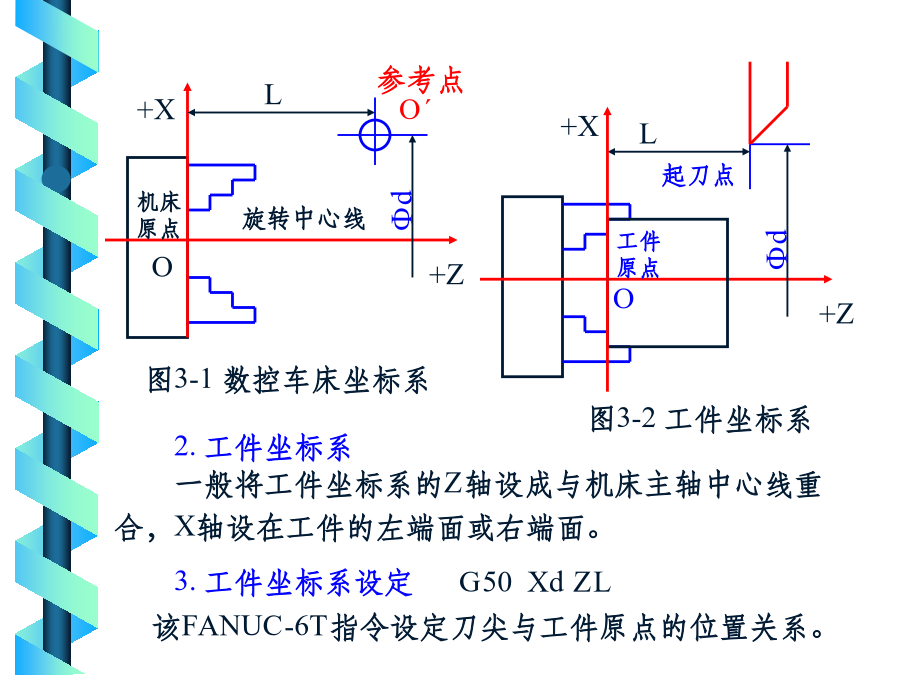
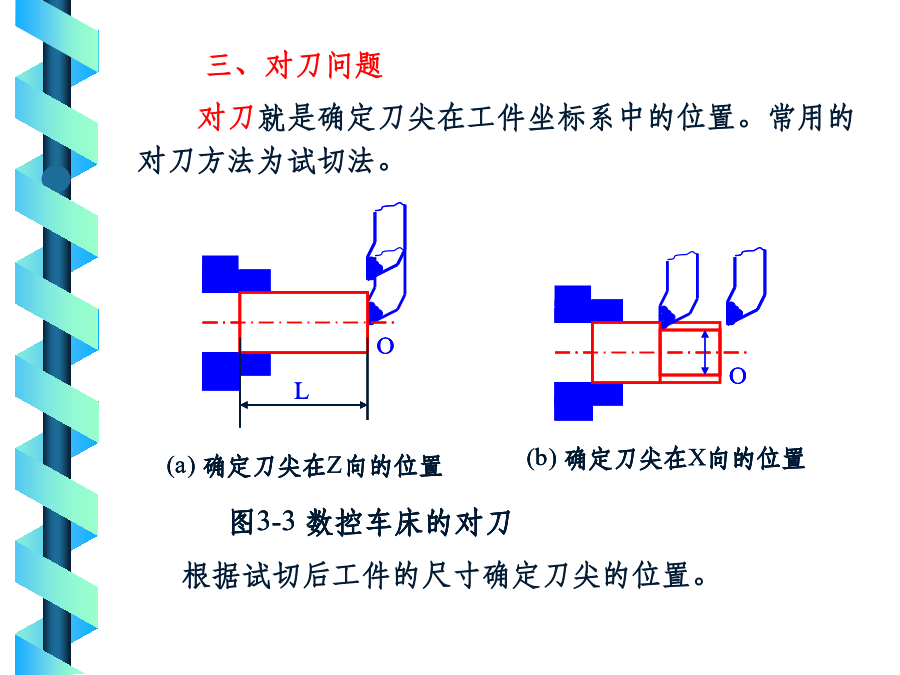
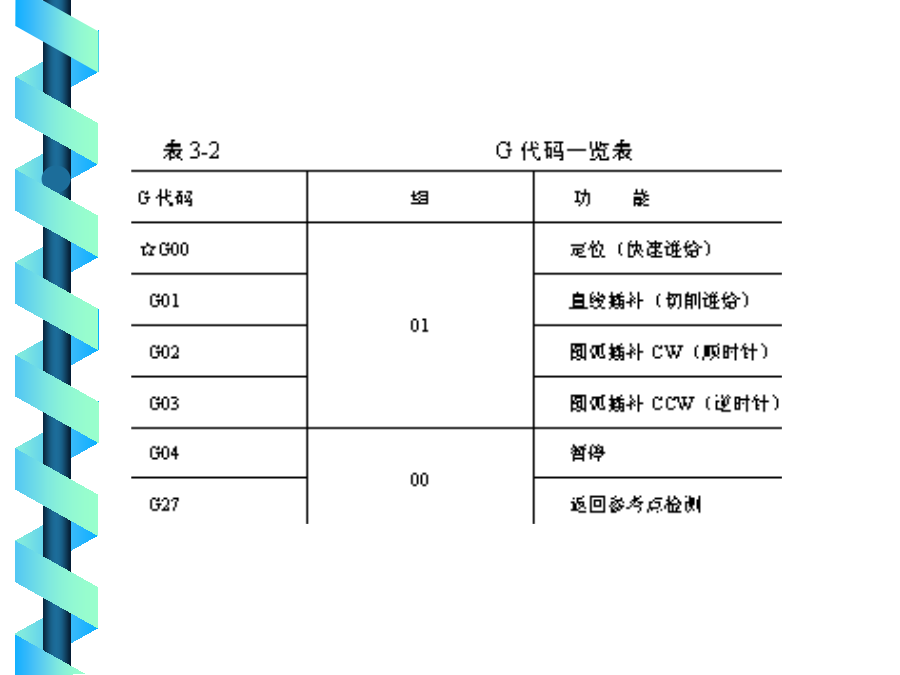
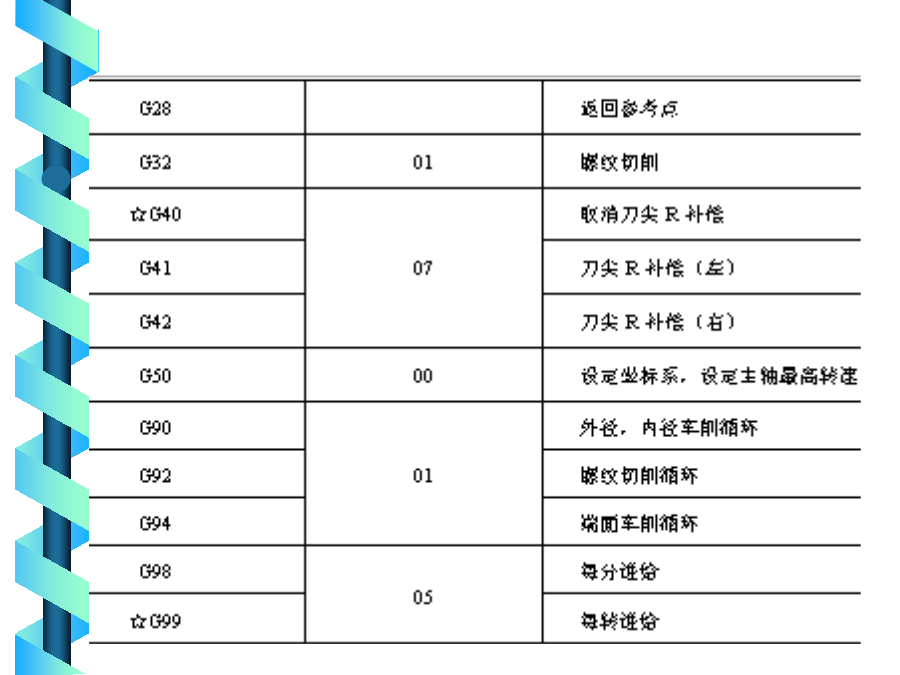
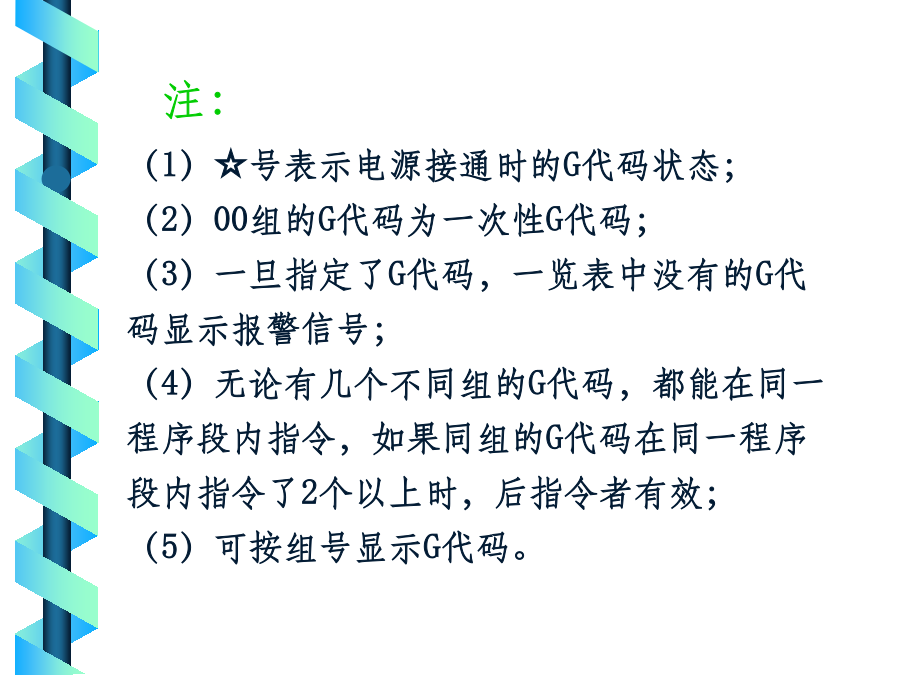
数控车床编程5.编程时,常认为刀尖是一个点,而实际中刀尖为一个半径不大的圆弧,因此需要对刀具半径进行补偿。增量值编程是根据与前一个位置的坐标值增量来表示位置的一种编程方法。即程序中的终点坐标是相对于起点坐标而言的。2.直径编程与半径编程2.工件坐标系三、对刀问题三、有关编程代码说明(1)☆号表示电源接通时的G代码状态;(2)00组的G代码为一次性G代码;(3)一旦指定了G代码,一览表中没有的G代码显示报警信号;(4)无论有几个不同组的G代码,都能在同一程序段内指令,如果同组的G代码在同一程序段内指令了2个
数控车床编程操作ppt课件.ppt
数控车床编程操作数控车床编程操作教学对象:在校学生教学重点:单一切削循环指令G80、G81、G82的应用教学难点:G82指令的应用教学方法:讲授法、模拟教学法单一切削循环指令X、Z:在绝对指令时为螺纹终点C的坐标位:增量指令时为螺纹终点C相对循环起点A的移动距离。R、E:螺纹收尾长度在Z、X轴方向上的回退量,其为增量。省略时,表示不收尾。C:螺纹头数,取0.1或省略时,为单头螺纹。P:单头螺纹时,为主轴基脉冲处距离切削起点的主轴转角(缺省值为0);多头螺纹时为相邻螺纹头的切削起改之间对应的主轴转角。F:为

数控车床零件编程与加工课件ppt.ppt
数控车床零件编程与加工第二页,编辑于星期五:九点十五分。目录2.4.1快速定位指令(G00)2.10复合固定循环指令(G71—G76)3.2数控车床的数控系统操作面板数控编程1.2坐标系的设定机床坐标系:机床坐标系是以机床原点为坐标原点建立的X,Z轴两维坐标系,Z轴与主轴中心线重合,为纵向进刀方向,X轴与主轴垂直,为横向进刀方向。采用右手笛卡儿直角坐标系:机床参考点是机床坐标系中一个固定不变的位置点,是用于对机床工作台、滑板与刀具相对运动的测量系统进行标定和控制的点。该点在机床制造厂出厂时已调试好,并将数

数控车床编程与操作加工.ppt
数控车床编程5.编程时,常认为刀尖是一个点,而实际中刀尖为一个半径不大的圆弧,因此需要对刀具半径进行补偿。增量值编程是根据与前一个位置的坐标值增量来表示位置的一种编程方法。即程序中的终点坐标是相对于起点坐标而言的。2.直径编程与半径编程2.工件坐标系三、对刀问题三、有关编程代码说明(1)☆号表示电源接通时的G代码状态;(2)00组的G代码为一次性G代码;(3)一旦指定了G代码,一览表中没有的G代码显示报警信号;(4)无论有几个不同组的G代码,都能在同一程序段内指令,如果同组的G代码在同一程序段内指令了2个

数控车床的编程与加工操作.doc
第二章数控车床编程与加工操作--第2章数控车床编程与加工操作2.1数控车削零件加工工艺分析2.1.1分析零件图样分析零件图样主要考虑以下几个方面:1.构成零件轮廓的几何条件由于设计等多方面的原因,可能在零件图上构成零件加工轮廓的数据不充分,这样可增加编程的难度,甚至会无法编程。例如零件图上漏掉某尺寸,使几何尺寸条件不充分;零件图上的图线位置模糊或尺寸标注不清;零件图上给定的几何条件不合理,造成数学处理困难等。2.尺寸精度要求分析零件图样尺寸精度要求,以判断能否利用车削工艺达到,并控制尺寸精度,同时可以进行