
制图基本知识PPT课件.ppt

lj****88

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
制图的基本知识ppt课件.ppt
第1章制图的基本知识★尺寸标注的基本知识尺寸标注中常用符号和缩写词这些间距>7毫米,最好不超过10毫米。C1.516三、角度、直径、半径及狭小部位尺寸的标注。S10R10⒋狭小部位尺寸的标注⒍断面为正方形结构的标注结束?1.2尺规几何作图5单位⒉锥度三、圆的切线⒉作两圆的外公切线R⒉用半径为R的圆弧连接两已知圆弧(外切)⒊用半径为R的圆弧连接两已知圆弧(内切)圆弧连接作图小结:END

制图的基本知识PPT课件.ppt
制图的基本知识学习内容:绪论五、课程体系:按照认识规律,以及课程内容的内在逻辑关系,由浅入深、由简入繁进行安排。1、课程的重点是:投影原理中的正投影原理。2、课程的学习基本顺序:以学习投影原理为主,结合学习有关的制图标准和作图技巧。点→线→面→基本形体→形体(建筑形体)→建筑物六、本课程的学习方法:1、重视投影原理的熟练掌握;只有对这些简单的理论深入理解和熟练掌握,才能搞清楚千变万化的复杂的形体是怎么回事。2、注意培养空间想象力;⑴多想象:图←→物⑵多画:边想边画⑶多看:多观察,多积累3、认真完成练习和作

制图基本知识PPT课件.ppt
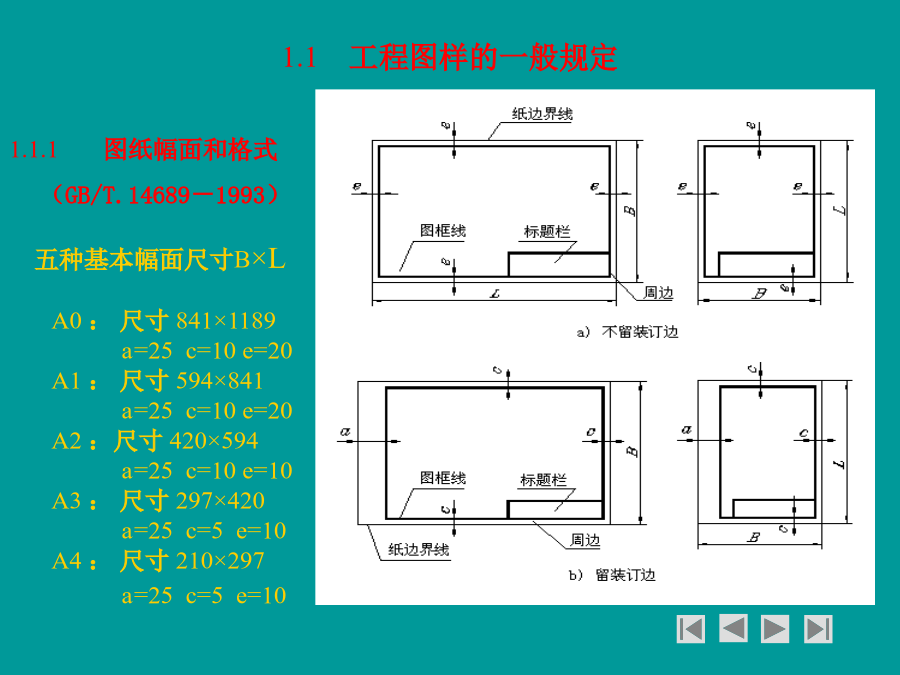
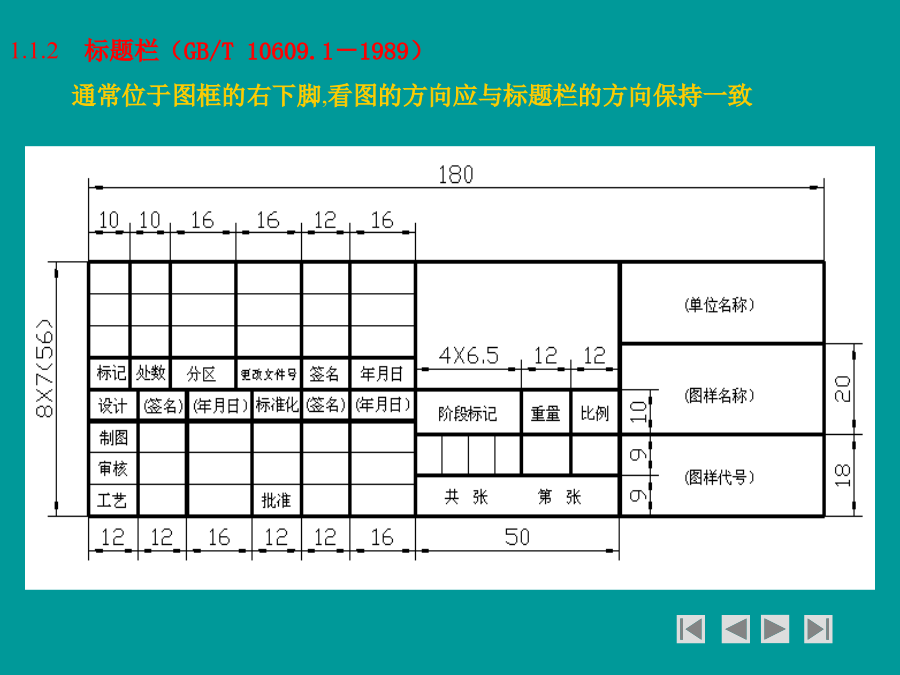
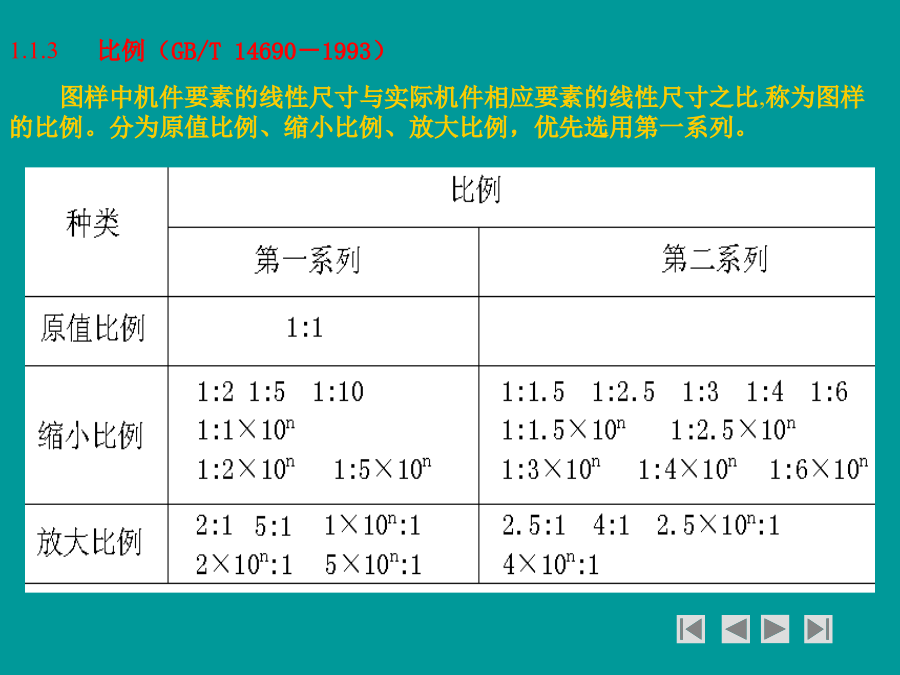
制图基本知识.1.1工程图样的一般规定1.1.1图纸幅面和格式(GB/T.14689-1993)1.1.2标题栏(GB/T10609.1-1989)通常位于图框的右下脚,看图的方向应与标题栏的方向保持一致1.1.3比例(GB/T14690-1993)图样中机件要素的线性尺寸与实际机件相应要素的线性尺寸之比,称为图样的比例。分为原值比例、缩小比例、放大比例,优先选用第一系列。1.1.4字体(GB/T14691-1993)图样上的汉字应采用长仿宋体,字的大小应按字号的规定,字体的号数代表字体的高度。字体高度尺
机械制图-制图基本知识ppt课件.ppt
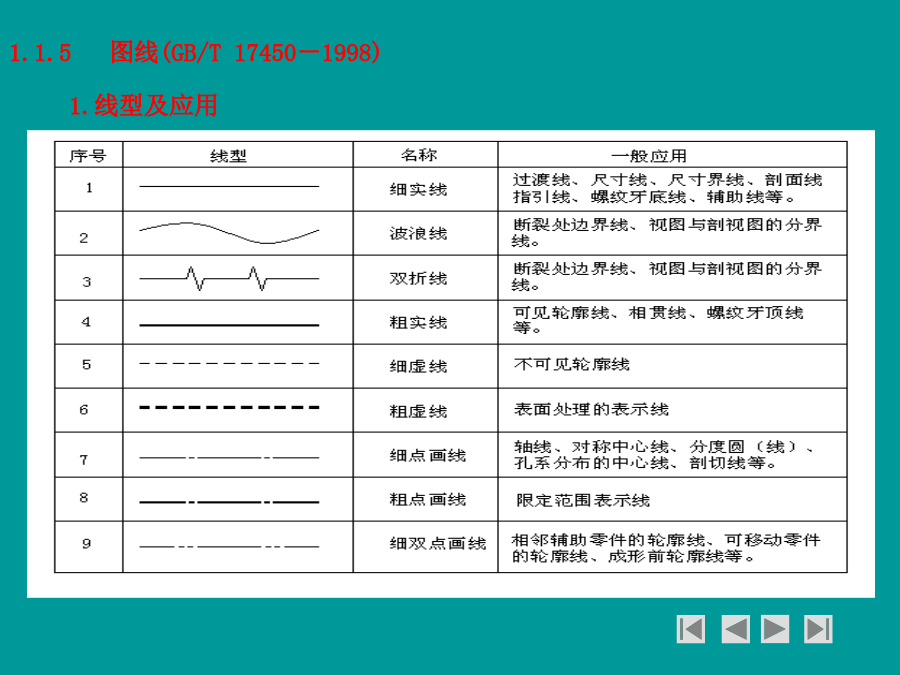
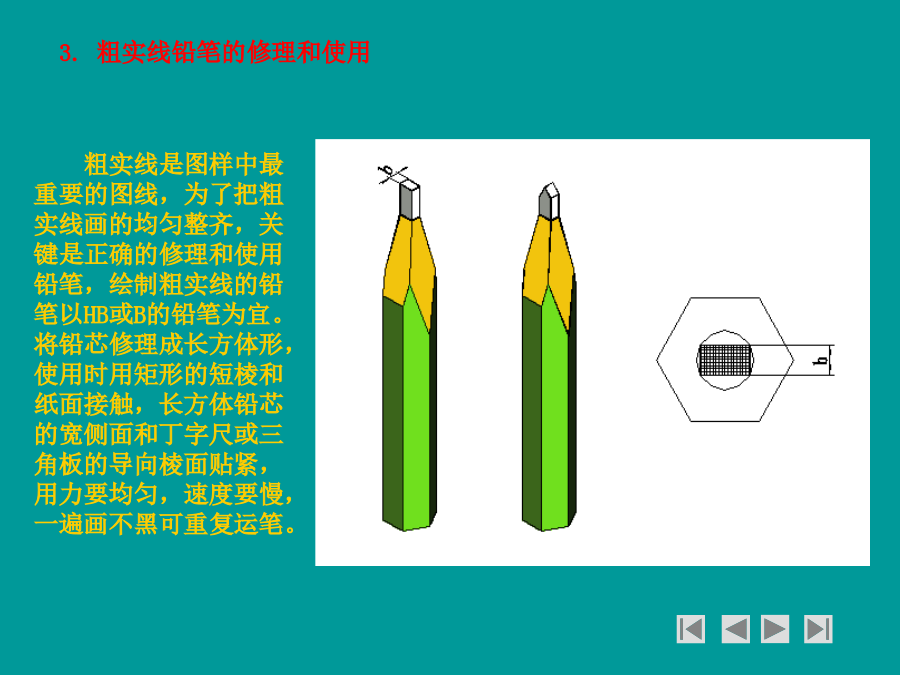
第一章制图的基本知识摘要:本章主要介绍工程图样绘制所涉及到的有关图纸幅面、比例、字体、图线及尺寸标注等方面的基本规范。同时,还将介绍常用绘图工具的使用方法、绘图的基本方法及步骤。图纸幅面和格式图样格式及边框画法图样格式及边框画法标题栏及明细栏的格式及尺寸学生用零件图标题栏格式学生用装配图标题栏格式标题栏的组成及填写要求比例20种类图线应用举例线型名称、型式、宽度、应用及图例线型名称、型式、宽度、应用及图例字体长仿宋体汉字示例数字及字母的A型斜体字示例数字及字母的A型斜体字示例字体综合应用示例铅笔的用法和笔

工程制图基本知识ppt课件.ppt
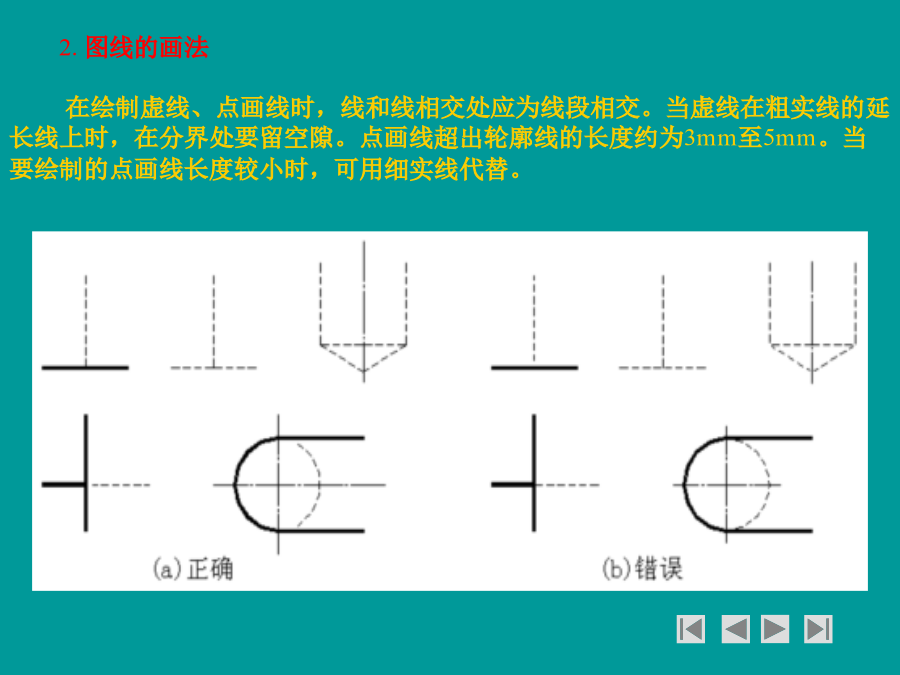
§2制图基本知识§2-1制图工具和仪器及其使用方法一.铅笔1.木铅笔:根据铅芯的软硬程度一般分为B系列和H系列。B系列(软):B~6B,铅芯依次变软;H系列(硬):H~6H,铅芯依次变硬。2.活动铅笔3.使用铅笔时应注意的问题:用力均匀,边画图线边转动铅笔,笔身沿前进方向略倾斜。图2-1-1铅笔及其用法图2-1-3丁字尺的用法十二.擦线板用于保护将要擦除的线条邻近的图线。幅面及图框尺寸(mm)图幅长边加长后尺寸(mm)3.各种图线的用途.图2-9线型交接(正误)示例长仿宋字体高宽关系(mm)尺寸标注对、错