
大直径超薄壁螺旋焊管稳定成型技术研究.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大直径超薄壁螺旋焊管稳定成型技术研究.docx
大直径超薄壁螺旋焊管稳定成型技术研究引言随着经济的不断发展,建筑、交通、石化等行业对管材的需求也在不断提高。而焊管作为管材的一种,由于其成本较低、制备方便等优点,在各种场合得到了广泛应用。然而,采用传统生产工艺制备的焊管,其产量、质量、成本等方面存在一系列的问题,为此,研究新的成型技术已成为当前焊管行业发展的重点。本文重点介绍了大直径超薄壁螺旋焊管的稳定成型技术,希望能为焊管行业的进一步发展提供技术支持和借鉴经验。一、大直径超薄壁螺旋焊管的制备工艺大直径超薄壁螺旋焊管的制备主要包括以下几个工艺步骤:1、钢

特大直径薄壁螺旋焊管成型技术.docx
特大直径薄壁螺旋焊管成型技术特大直径薄壁螺旋焊管成型技术摘要:本论文主要研究特大直径薄壁螺旋焊管的成型技术,包括焊管的材料选用、加工工艺和设备,以及质量控制等方面。通过实验和分析可以得出,特大直径薄壁螺旋焊管的成型技术具有很高的可行性和应用前景。关键词:特大直径、薄壁、螺旋焊管、成型技术、质量控制引言:随着工业化的不断发展,特大直径薄壁螺旋焊管在建筑、石化、能源、交通等行业中的应用越来越广泛。其成型技术的研究具有重要意义。本论文旨在通过深入研究特大直径薄壁螺旋焊管的成型工艺和控制方法,提高成型效率与质量,

新型铝合金螺旋焊管螺旋成型装置.pdf
本发明涉及铝合金螺旋焊管机组,尤其涉及铝合金螺旋焊管螺旋成型装置改进。本发明新型铝合金螺旋焊管螺旋成型装置,包括一列内圆压辊和至少六列外圆压辊构成,外圆压辊沿圆周方向均匀分布,内圆压辊和外圆压辊分别安装在各向可调的支架上,内圆压辊和外圆压辊均至少由6个滚轮并排固定安装在轮座上构成,每个滚轮由轮架、支承轴、轴承构成,轴承为调心轴承。它能使滚轮外表面与铝合金螺旋焊管外表面始终保持最大接触范围。

螺旋焊管成型控制技术分析.docx
螺旋焊管成型控制技术分析一、引言螺旋焊管是一种重要的钢铁制品,广泛应用于石油化工、天然气、供水、排水、构筑物等领域。螺旋焊管主要分为内外焊管和直缝焊管两种,内外焊管是通过螺旋卷曲钢板成型然后对接焊接形成,直缝焊管是通过直接焊接长条钢板形成。内外焊管由于工艺复杂,用料多,加工难度大,因此其自身的技术含量相对较高。螺旋焊管一般由四部分组成:钢带预处理、板料成型、焊缝焊接和后续工序。在整个生产过程中,成型过程是比较关键的一步。成型过程的质量直接关系到螺旋焊管的后续工艺和产品质量。本文将探讨钢带和板料成型的关键技
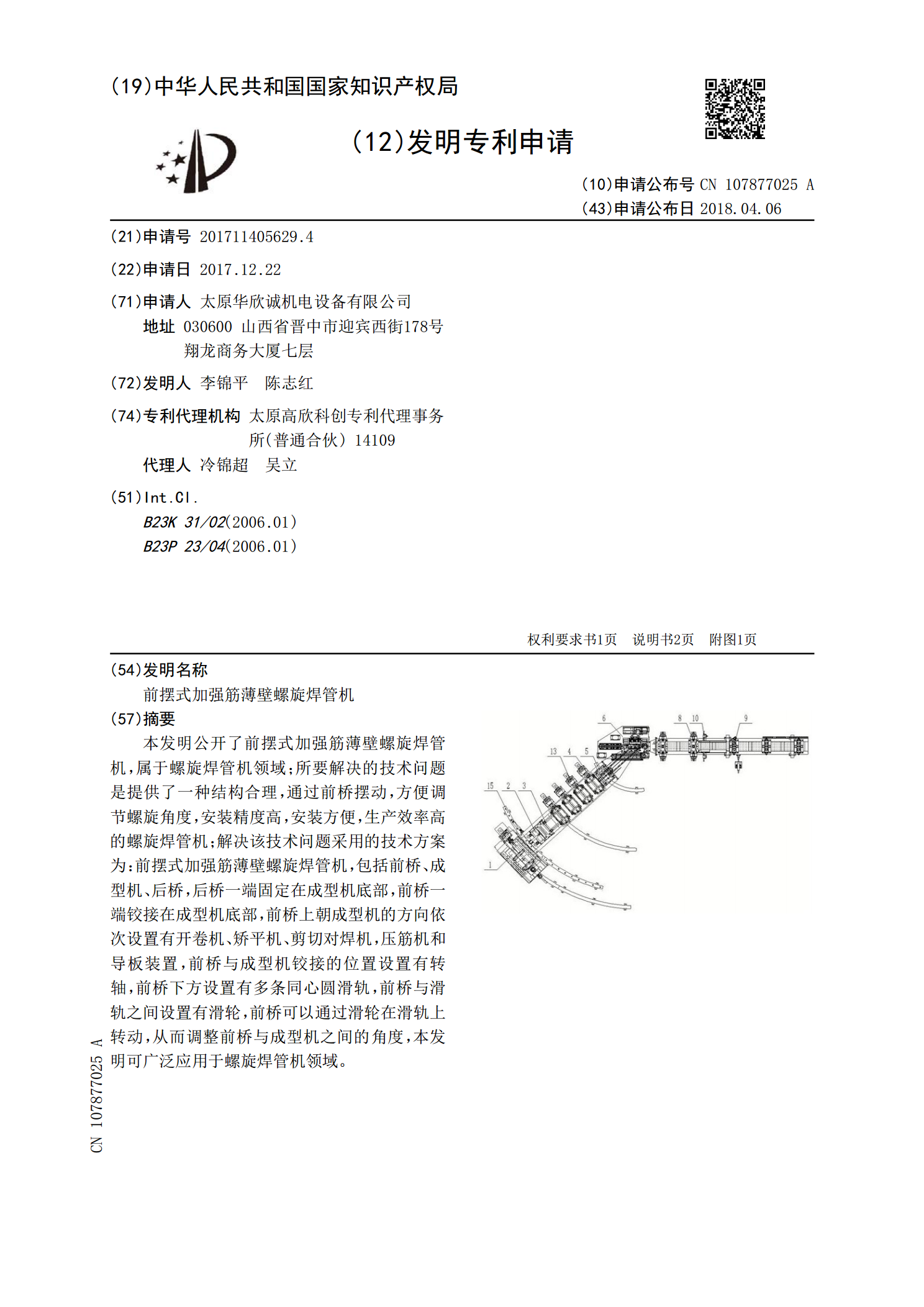
前摆式加强筋薄壁螺旋焊管机.pdf
本发明公开了前摆式加强筋薄壁螺旋焊管机,属于螺旋焊管机领域;所要解决的技术问题是提供了一种结构合理,通过前桥摆动,方便调节螺旋角度,安装精度高,安装方便,生产效率高的螺旋焊管机;解决该技术问题采用的技术方案为:前摆式加强筋薄壁螺旋焊管机,包括前桥、成型机、后桥,后桥一端固定在成型机底部,前桥一端铰接在成型机底部,前桥上朝成型机的方向依次设置有开卷机、矫平机、剪切对焊机,压筋机和导板装置,前桥与成型机铰接的位置设置有转轴,前桥下方设置有多条同心圆滑轨,前桥与滑轨之间设置有滑轮,前桥可以通过滑轮在滑轨上转动,