
MRPⅡ在制造业中的应用.docx

快乐****蜜蜂


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

MRPⅡ在制造业中的应用.docx
MRPⅡ在制造业中的应用MRPII在制造业中的应用摘要:MRPII(ManufacturingResourcePlanning)是一种在制造业中广泛应用的信息系统,可以帮助企业有效管理生产过程,提高生产效率和产品质量。本文将介绍MRPII的基本原理和功能,以及它在制造业中的应用,并讨论其优势和局限性。引言:随着全球制造业的竞争日益激烈,企业面临着如何提高生产效率、降低成本和提高产品质量的挑战。在这样的背景下,MRPII成为了管理者的一种重要工具,可以帮助企业实现生产过程的优化和协调。一、MRPII的基本原
MRP与ERP在制造业中的应用.pptx
2.1制造业生产类型和计划方式生产经营运作三要素制造业生产类型制造业生产计划方式产品结构生产过程和计划方式生产过程和计划方式生产过程和计划方式产品生命周期和计划方式产品生命周期和计划方式产品生命周期和计划方式产品生命周期和计划方式2.2订单生命周期2.3MRPII的基础数据环境物料主文件物料主文件物料主文件物料主文件物料主文件物料清单物料清单物料清单单层BOM工艺路线工艺路线工艺路线工艺路线工艺路线工作中心演讲完毕,谢谢观看!ERP系统介绍内容索引一.ERP系统的提出二.ERP系统的发展历程供应商精良生产

SAS系统在MRP与CIM中的应用.docx
SAS系统在MRP与CIM中的应用SAS(StatisticalAnalysisSystem,统计分析系统)是一个功能强大的软件包,可以实现各种数据分析和统计计算。在现代制造业中,SAS系统被广泛应用于MRP(物料需求计划)和CIM(计算机集成制造)中。MRP是一个经典的供应链管理工具,它可用于计划生产所需的材料和资源,并帮助制造商预测所需的原材料和零部件。SAS系统的其中一项功能就是可以对MRP进行支持,它可以具体实现以下三个方面的功能:1.数据分析:SAS系统可以帮助用户分析MRP数据,通过分析数据可
MRP逆向运算在制造业企业中的实现方法.pdf
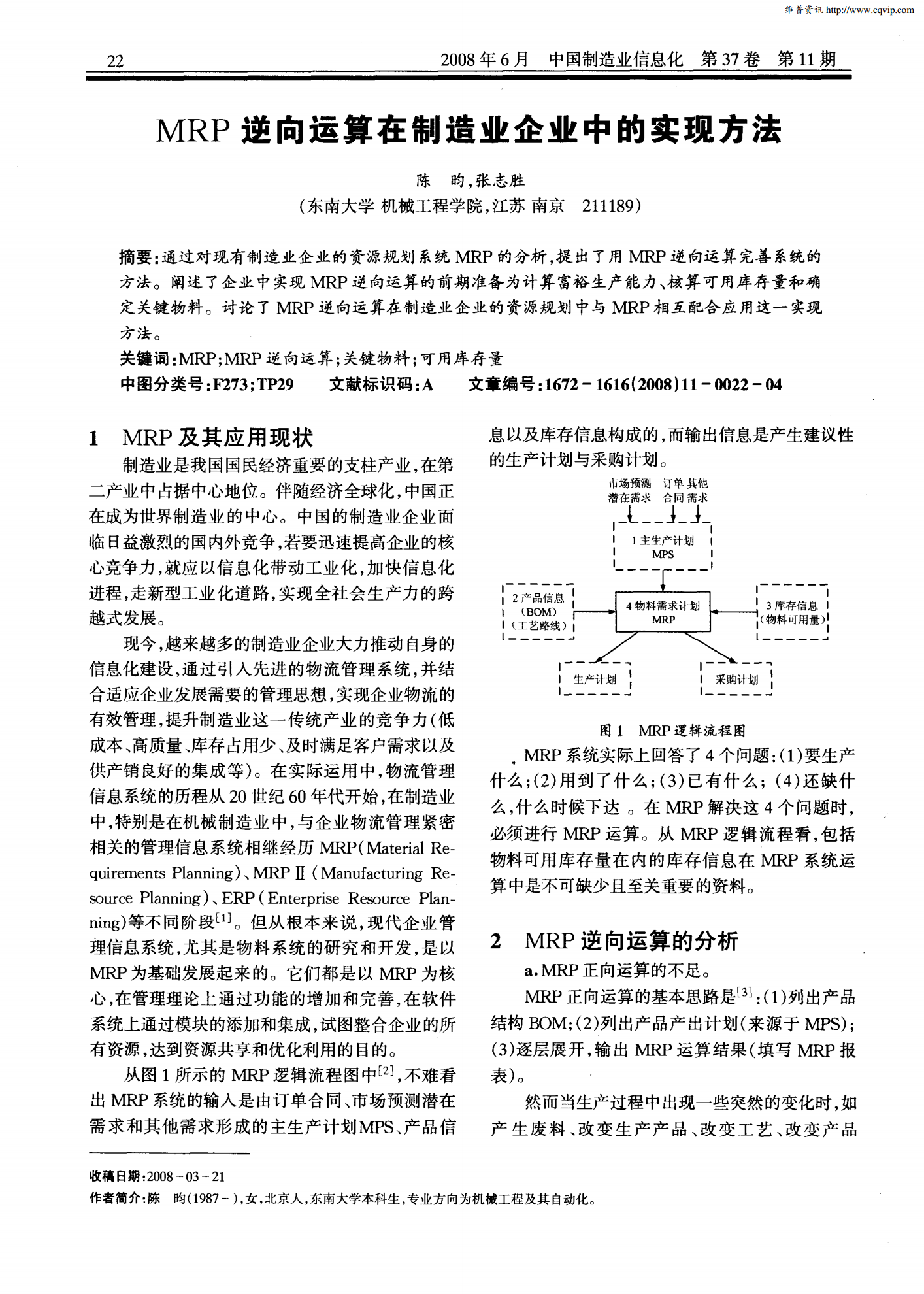
年月中国制造业信息化第卷第期

MRP在EAM系统库存管理中的应用.docx
MRP在EAM系统库存管理中的应用题目:MRP在EAM系统库存管理中的应用摘要:随着企业规模的不断扩大和供应链的复杂化,对于库存管理的要求也越来越高。传统的手工管理方式已经无法满足企业快速发展的需求,因此,许多企业开始应用现代的电子化资产管理(EAM)系统来实现库存管理的优化。而在EAM系统中,MRP(材料需求计划)被广泛应用于库存管理,帮助企业实现准确的物料采购计划、提高库存周转率、降低库存成本等目标。本文将重点探讨MRP在EAM系统库存管理中的应用,旨在为企业的库存管理提供参考和指导。一、引言EAM系