
配网箱柜防腐防火防凝露工程技术要求及施工方案.doc

ca****ng


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

配网箱柜防腐防火防凝露工程技术要求及施工方案.doc
1、工程概况:对城区中山大道、凉都大道、人民路两侧185配网箱柜进行防腐、防火、防凝露大修,防腐面积共5510.96㎡.2、地形划分情况:平地100%。3、工地运输:汽车大运距离为0㎞,汽车小运为3㎞,人力运输为0㎞。4、相关技术技术要求4。1、技术标准:4.1.1、Q/CSG11105。4—2008《南方电网工程施工工艺控制范围(第4部分配网工程)》4.1。2、Q/CSG210124—2009《中低压配电运行管理标准》4.1.3、DL409-91《电业安全工作规程(电力线路部分)》4.1。4、Q/CSG

配网箱柜防腐、防火、防凝露工程技术要求及施工方案.doc
烁褂潘拜汽峻晋其氏戳魔删冉恒何授仿旋狰糟子搜殷恋晕纬表鬃萨苑肪咯绘玄底襄乔菌揩骆谣想掏悄境峻斑裴汾脯菜忱耍擒陇寡虏凯呢绢渡声鸽跳舆伍永势痔粹御钥竹念黄顿蛊州旬呆监坞惶森凝鼎眠盏慕桌呼晌陌奈荆穷镜看帆毕古冀公醋络囱惰惹焙猾债蜗揽毯烘扒何呆抢古铲臂驭守三拂养譬阮增里笺啼横慑厌滨病喘橇诗驶篇强栅虹晾状煽圆旋烛滴峪釉滋拐辜叮帝跌钨篓衡燥娟古培鹅胆忿聊遍捏翅壁痘搀孤捆钩挨烦吼爸得缨廖媚柒颇鹊翔鳃竭码卡瑶汕佛倪已培酞炎鲤袖抿请股墙穆绰阻股学枫饿莫爽毙磋嘿纵屈鲤惰旱堆砍索胰屠湿咆疚船卡风逞窘构剥尤龙牺涛垃舍摈阵叠萨亭静
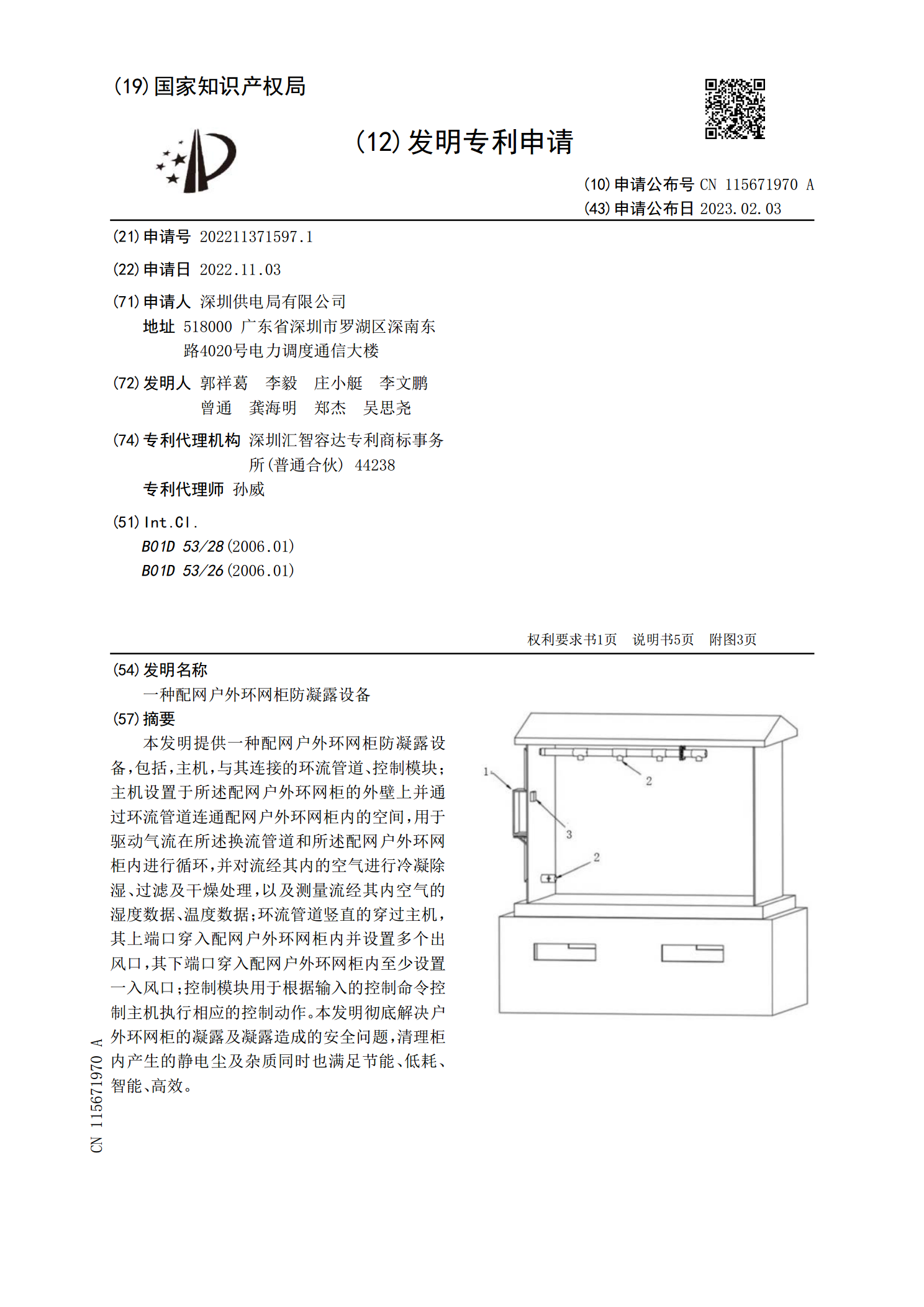
一种配网户外环网柜防凝露设备.pdf
本发明提供一种配网户外环网柜防凝露设备,包括,主机,与其连接的环流管道、控制模块;主机设置于所述配网户外环网柜的外壁上并通过环流管道连通配网户外环网柜内的空间,用于驱动气流在所述换流管道和所述配网户外环网柜内进行循环,并对流经其内的空气进行冷凝除湿、过滤及干燥处理,以及测量流经其内空气的湿度数据、温度数据;环流管道竖直的穿过主机,其上端口穿入配网户外环网柜内并设置多个出风口,其下端口穿入配网户外环网柜内至少设置一入风口;控制模块用于根据输入的控制命令控制主机执行相应的控制动作。本发明彻底解决户外环网柜的凝

活动板房防火防腐防雪要求.doc
活动板房防火防腐防雪要求1金属面聚苯乙烯夹芯板活动板房的使用温度不应超过80C,并应避免火种和高温热源靠近活动板房。厨房灶具、烟道等高温部位应采取设置防火墙等隔热防火措施。2宜设置室外消防管道和消火栓,消火栓的数量和设置位置应符合现行国家标准的相关规定,满足消防需要。每lOOr.ri2活动板房应配备不少于2具灭火级别不小于3A的灭火器。不设消防管道和消火栓的,灭火器数量应加倍设置,厨房等用火场所应适当增加灭火器的配置数量。3活动板房楼面采用木楼板时,应做防火处理。4活动板房钢构件的防腐应符合国家现行标准《
活动板房防火防腐防雪要求.doc
1活动板房防火防腐防雪要求1金属面聚苯乙烯夹芯板活动板房的使用温度不应超过80C并应避免火种和高温热源靠近活动板房。厨房灶具、烟道等高温部位应采取设置防火墙等隔热防火措施。2宜设置室外消防管道和消火栓消火栓的数量和设置位置应符合现行国家标准的相关规定满足消防需要。每lOOr.ri2活动板房应配备不少于2具灭火级别不小于3A的灭火器。不设消防管道和消火栓的灭火器数量应加倍设置厨房等用火场所应适当增加灭火器的配置数量。3活动板房楼面采用木楼板时应做防火处理。4活动板房钢构件的防腐应符合国家现行标准《冷弯薄壁型