
用推刀加工小深孔的探讨.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用推刀加工小深孔的探讨.docx
用推刀加工小深孔的探讨推刀加工小深孔的探讨摘要:小深孔加工是一种特殊的加工工艺,其具有很高的难度和复杂性。本文将探讨推刀加工在小深孔加工中的应用,并就其加工原理、加工参数以及相关工艺进行深入研究,同时介绍了推刀加工在小深孔加工中存在的挑战和解决方案。1.引言小深孔加工是指直径小于3mm,深度超过50倍直径的加工过程。这种加工具有很高的难度,因为深孔加工一般需要长工具,并且由于切削力和切削温度的增加,会导致加工过程中易出现刀具破裂、工件变形等问题。为了解决这些问题,推刀加工应运而生。2.推刀加工的原理推刀加

小直径深孔加工的探讨.docx
小直径深孔加工的探讨小直径深孔加工是一种高难度的加工技术,对于工件表面质量、精度和加工效率都有着严格要求。本文将从小直径深孔加工的定义、加工难点、加工工艺、加工刀具以及应用领域等方面进行探讨。一、小直径深孔加工的定义小直径深孔加工是指通过专门的加工方法,在工件内部加工直径小于φ3mm,深度大于10倍直径的小孔的加工技术。二、小直径深孔加工的难点1.设备要求高:小直径深孔加工的精度要求极高,设备的刚性、稳定性和控制系统都必须达到一定的要求。2.加工难度大:由于小直径的孔深和孔径比例较大,加工时容易产生弯曲、
一种深孔加工刀.pdf
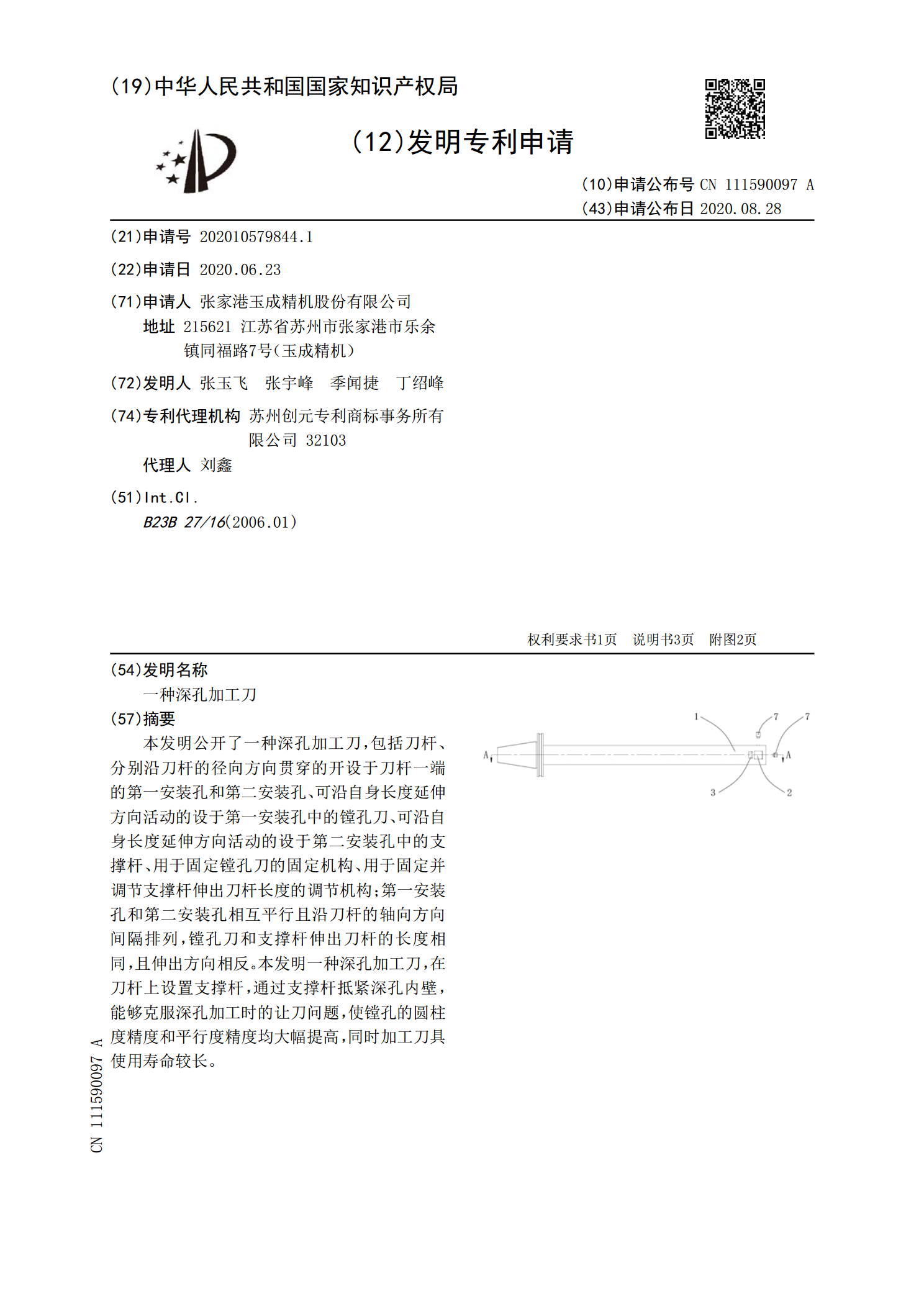
本发明公开了一种深孔加工刀,包括刀杆、分别沿刀杆的径向方向贯穿的开设于刀杆一端的第一安装孔和第二安装孔、可沿自身长度延伸方向活动的设于第一安装孔中的镗孔刀、可沿自身长度延伸方向活动的设于第二安装孔中的支撑杆、用于固定镗孔刀的固定机构、用于固定并调节支撑杆伸出刀杆长度的调节机构;第一安装孔和第二安装孔相互平行且沿刀杆的轴向方向间隔排列,镗孔刀和支撑杆伸出刀杆的长度相同,且伸出方向相反。本发明一种深孔加工刀,在刀杆上设置支撑杆,通过支撑杆抵紧深孔内壁,能够克服深孔加工时的让刀问题,使镗孔的圆柱度精度和平行度精

加工电站管板用深孔刀具的探讨.docx
加工电站管板用深孔刀具的探讨随着电力工业的发展,电站的装备设施和工艺也在不断地更新换代,以满足社会对电力的需求。电站管板是电站中极为重要的部件之一,它直接关系到电力的输送和供应。对于电站管板的加工,采用深孔刀具可以提高加工质量和效率。本文就加工电站管板用深孔刀具的探讨进行分析和探讨。一、电站管板的特点及要求1.复杂的几何形状:电站管板往往具有复杂的几何形状,有很多孔洞和要求的轮廓。这就要求加工工具必须与设计要求相匹配,可以精准实现设计要求。2.严格的公差要求:电站管板要求有很高的公差标准,并且要求各个孔之

加工电站管板用深孔刀具的探讨.docx
加工电站管板用深孔刀具的探讨标题:加工电站管板用深孔刀具的探讨摘要:随着电力行业的快速发展,对加工电站管板的需求越来越大。而管板的加工难点主要集中在深孔的加工上。本论文主要围绕加工电站管板所用的深孔刀具进行探讨,包括刀具的选择、工艺参数的优化以及加工技术的改进等方面,旨在提高电站管板的加工质量和效率。一、引言1.1电站管板的加工难点1.2深孔刀具的意义二、深孔刀具的选择2.1钢质深孔刀具2.2硬质合金深孔刀具2.3超硬深孔刀具三、深孔加工工艺参数的优化3.1切削速度的选择3.2进给速度的控制3.3冷却液的