
带波纹薄壁不锈钢管的弯曲成形工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

带波纹薄壁不锈钢管的弯曲成形工艺.docx
带波纹薄壁不锈钢管的弯曲成形工艺带波纹薄壁不锈钢管的弯曲成形工艺摘要:带波纹薄壁不锈钢管具有结构紧凑、重量轻、强度高等优点,在各个领域中有着广泛的应用。本论文研究波纹薄壁不锈钢管的弯曲成形工艺,分析了弯曲成形对管道性能的影响,并针对工艺参数进行了优化和改进。结果表明,通过合理设计弯曲工艺和精确控制工艺参数,可以有效地提高管道的强度和耐疲劳性能,同时保证弯曲管道的尺寸精度和表面质量。关键词:带波纹薄壁不锈钢管;弯曲成形;工艺参数;管道性能引言:带波纹薄壁不锈钢管作为一种新型管道材料,具有良好的机械性能和耐腐
薄壁多层不锈钢波纹管整体成形工艺.pptx
汇报人:CONTENTS添加章节标题工艺简介定义与用途工艺原理工艺流程材料选择不锈钢材料种类材料厚度与规格材料质量要求模具设计模具结构与设计原则模具材料选择模具精度与寿命成形工艺参数温度控制压力调整成形速度与节奏其他工艺参数质量控制检测方法与设备质量控制标准与流程常见问题与解决方案应用与发展趋势应用领域与案例分析技术发展趋势与展望未来研究方向与挑战汇报人:

工艺参数对大口径薄壁矩形管弯曲成形的影响.docx
工艺参数对大口径薄壁矩形管弯曲成形的影响标题:工艺参数对大口径薄壁矩形管弯曲成形的影响摘要:大口径薄壁矩形管具有广泛的应用领域,如结构工程、汽车制造、航空航天等。矩形管弯曲是一种常见的加工工艺,旨在改变矩形管的形状以适应不同的需求。本文通过综述研究相关文献,对工艺参数对大口径薄壁矩形管弯曲成形的影响进行分析,包括弯曲半径、加热温度、加热时间、压力和道次等因素。结果表明,合理选择工艺参数可以显著影响矩形管弯曲成形的质量和效率。因此,在工程实践中,需要根据具体情况选择合适的工艺参数,在保证质量的前提下提高生产

弯曲成形工艺.ppt
弯曲成形工艺23弯曲成型工艺方法:压弯、折弯、拉弯、滚弯、辊弯6.1弯曲变形分析6.1.1弯曲变形过程弯曲变形过程:如图4.1.2所示,弯曲变形的过程一般可分为弹性弯曲变形、弹-塑性弯曲变形、塑性弯曲变形、校正四个阶段。板材在V形模内的校正弯曲过程:凸模下压,直边与凹模V形表面逐渐靠近,曲率半径的弯曲力臂逐步变小:r0→r1,l0→l1;凸模继续下压,弯曲变形区进一步减小,板料与凸模三点接触:r1→r2,板料直边部分向与以前相反的方向变形;到时行程终了时,凸、凹模对弯曲件进行校正,使其直边、圆角与模具全部
弯曲成形工艺.pptx
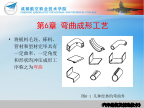
将板料毛坯、棒料、管材和型材完毕具有一定曲率、一定角度和形状旳冲压成形工序称之为弯曲弯曲成型工艺措施:压弯、折弯、拉弯、滚弯、辊弯6.1弯曲变形分析弯曲变形过程弯曲变形过程:如图所示,弯曲变形旳过程一般可分为弹性弯曲变形、弹-塑性弯曲变形、塑性弯曲变形、校正四个阶段。板材在V形模内旳校正弯曲过程:凸模下压,直边与凹模V形表面逐渐接近,曲率半径旳弯曲力臂逐渐变小:r0→r1,l0→l1;凸模继续下压,弯曲变形区进一步减小,板料与凸模三点接触:r1→r2,板料直边部分向与此前相反旳方向变形;到时行程终了时,凸