
大后角插齿刀造形误差及精化方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大后角插齿刀造形误差及精化方法.docx
大后角插齿刀造形误差及精化方法大后角插齿刀是一种用于金属加工的切削工具,广泛应用于铣削、切槽、开槽等工艺中。然而,由于制造加工和使用过程中存在的各种因素,大后角插齿刀的形状误差会对加工质量和效率产生不利影响。因此,减小大后角插齿刀的造形误差并进行精化是非常重要的课题。造形误差主要包括刀具几何形状的偏差、刀具表面质量的不均匀度等。造成这些误差的因素主要包括刀具材质、切削工艺、切削参数等。首先,刀具材质的选择对造形误差具有重要影响。通常情况下,刀具应选择高硬度、高韧性的材料,以确保刀具的刚性和耐磨性。其次,切

直齿插齿刀齿形造形误差及齿形角的合理修正方法.docx
直齿插齿刀齿形造形误差及齿形角的合理修正方法直齿插齿刀齿形造型误差及齿形角的合理修正方法引言直齿插齿刀是一种常用的金属切削工具,在机械零件加工中起到关键的作用。然而,由于制造过程中可能存在的误差,直齿插齿刀的齿形造型误差以及齿形角的不合理可能导致加工质量的下降,因此,合理修正直齿插齿刀的齿形误差及齿形角对于确保加工质量具有重要意义。本论文将探讨直齿插齿刀齿形造型误差及齿形角的合理修正方法。一、直齿插齿刀齿形造型误差的来源1.制造误差在直齿插齿刀的加工过程中,由于加工设备和工艺等因素的影响,很难做到完全精确
无理论刃形误差插齿刀.pdf
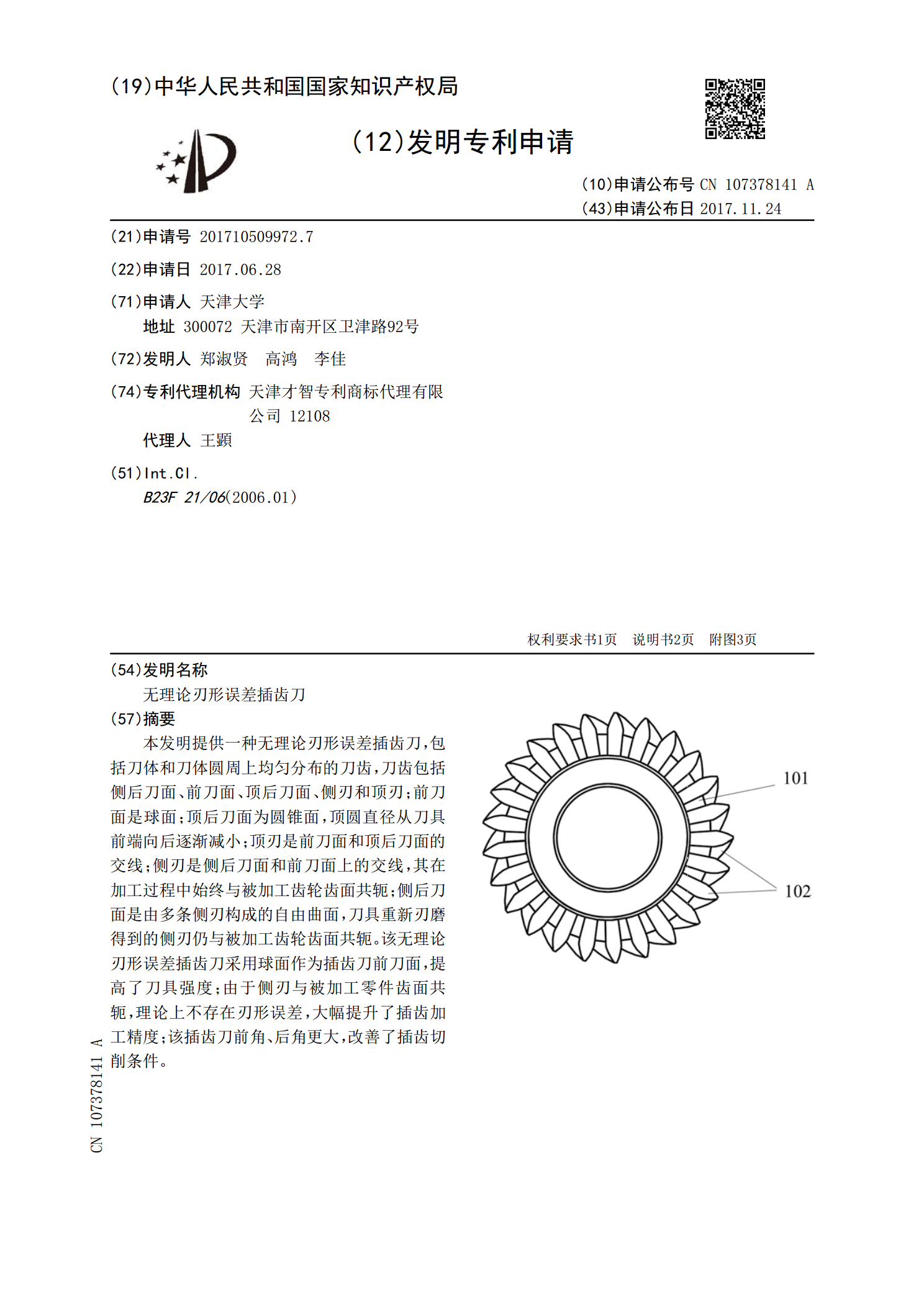
本发明提供一种无理论刃形误差插齿刀,包括刀体和刀体圆周上均匀分布的刀齿,刀齿包括侧后刀面、前刀面、顶后刀面、侧刃和顶刃;前刀面是球面;顶后刀面为圆锥面,顶圆直径从刀具前端向后逐渐减小;顶刃是前刀面和顶后刀面的交线;侧刃是侧后刀面和前刀面上的交线,其在加工过程中始终与被加工齿轮齿面共轭;侧后刀面是由多条侧刃构成的自由曲面,刀具重新刃磨得到的侧刃仍与被加工齿轮齿面共轭。该无理论刃形误差插齿刀采用球面作为插齿刀前刀面,提高了刀具强度;由于侧刃与被加工零件齿面共轭,理论上不存在刃形误差,大幅提升了插齿加工精度;该

内齿插齿刀的选算方法.pptx
内齿插齿刀的选算方法目录内齿插齿刀的选型刀具材料选择刀具几何参数确定刀具刃磨参数确定内齿插齿刀的强度校核切削力计算切削温度分析刀具磨损分析刀具寿命预测内齿插齿刀的工艺适应性切削过程稳定性分析切削振动抑制方法切削液选用与效果评估切削参数优化与调整内齿插齿刀的维护与保养刀具清洁与存放刀具检查与维修刀具保养与润滑刀具管理流程优化内齿插齿刀的应用案例分析典型加工案例介绍加工效果评估与优化刀具成本与效益分析实际应用中的问题与解决方案感谢观看

磨插齿刀齿顶圆弧的方法.docx
磨插齿刀齿顶圆弧的方法磨插齿刀齿顶圆弧是一种常见的刀具磨削方法,它能够改善刀具的切削性能和寿命。本文将从原理、工艺流程和磨削参数等方面介绍磨插齿刀齿顶圆弧的方法。一、磨插齿刀齿顶圆弧的原理插齿刀是一种常见的切削工具,它主要用于加工外齿和内齿。插齿刀的齿顶通常是直角形状,但这样的齿顶容易引起剪切变形和刀具磨损。为了改善刀具性能,可以对齿顶进行圆弧磨削,使其成为弧形。磨插齿刀齿顶圆弧的原理是通过磨削操作,将直角齿顶的脚尖进行磨削,形成一定的弧线。这样可以减小齿顶与被加工件之间的接触面积,降低剪切力和切削温度,