
工件在夹具中的夹紧PPT课件.ppt

lj****88

1/10
2/10
3/10

4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

工件在夹具中的夹紧PPT课件.ppt
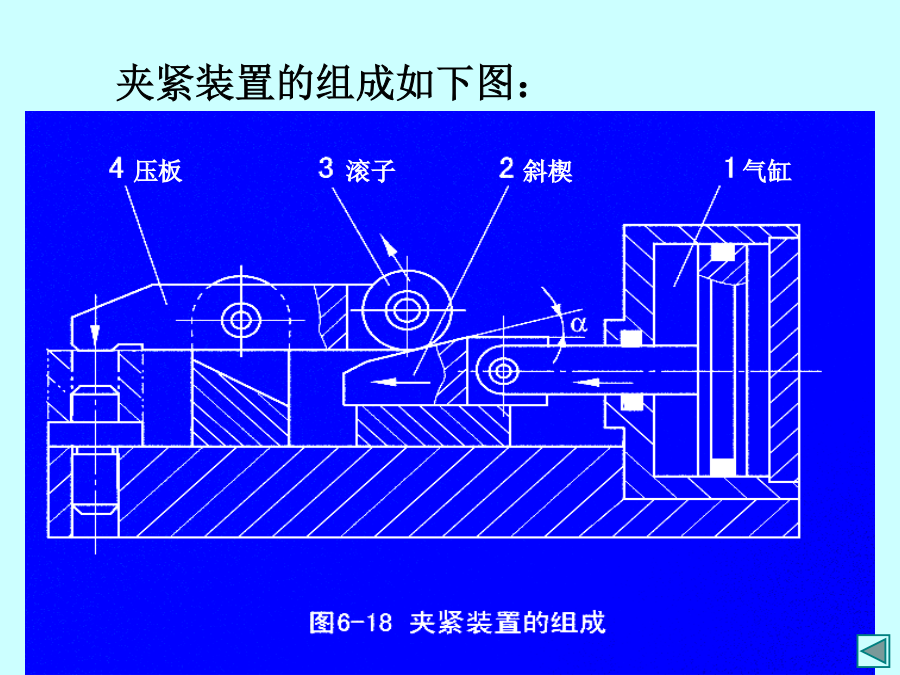
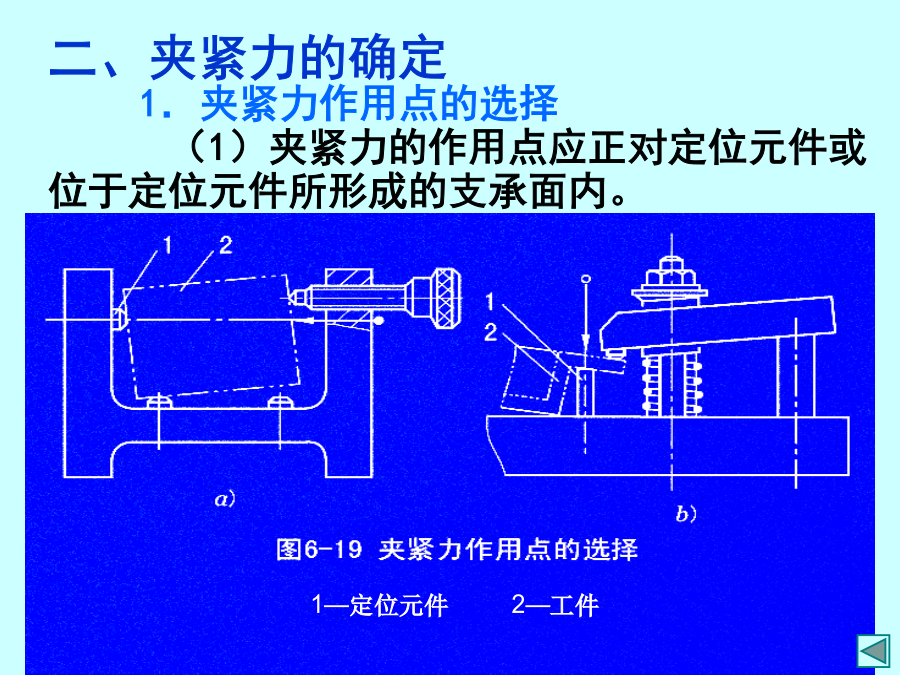
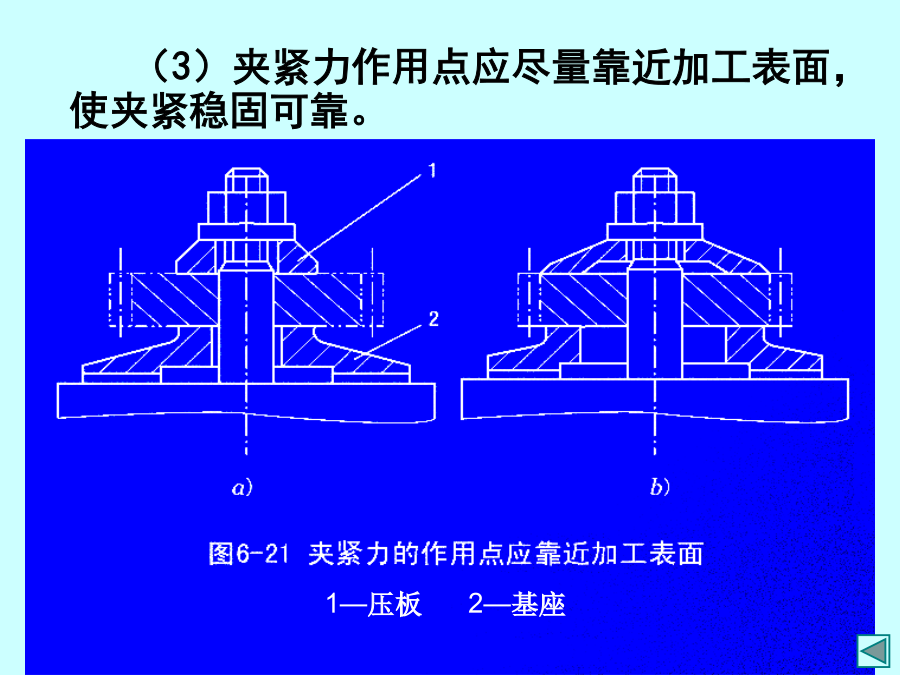
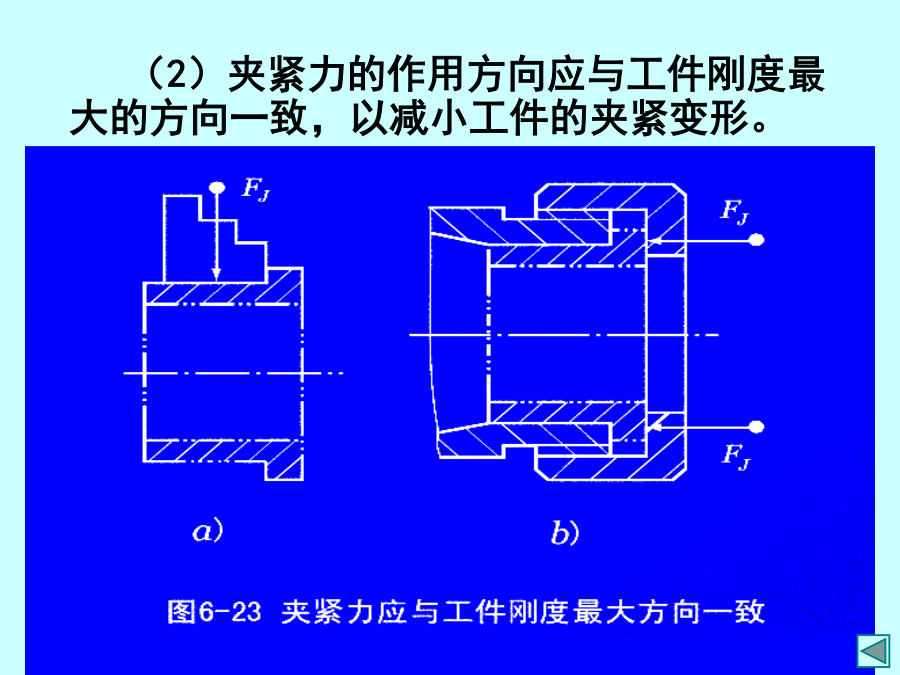
工件在夹具中的夹紧气缸夹紧装置的组成有:(1)动力装置:产生夹紧动力的装置。(2)夹紧元件:直接用于夹紧工件的元件。(3)中间传力机构:将原动力以一定的大小和方向传递给夹紧元件的机构。在有些夹具中,夹紧元件(例如图6-18中的压板4)往往就是中间传力机构的一部分,难以区分,统称为夹紧机构。1—定位元件2—工件(2)夹紧力的作用点应位于工件刚性较好的部位。1—压板2—基座2.夹紧力作用方向的选择(1)夹紧力的作用方向应垂直于工件的主要定位基面。(2)夹紧力的作用方向应与工件刚度最大的方向一致,以减小工件的夹

工件的定位夹紧与夹具设计PPT课件.ppt
工件的定位夹紧与夹具设计4.1夹具的基本概念4.1.1机床夹具的定义及组成1.机床夹具的定义:广义上,为使工艺过程的任何工序保证质量、提高生产率、减轻工人劳动强度及工作安全等的一切附加装置都称为夹具。机床夹具:是将工件进行定位、夹紧,将刀具进行导向或对刀,以保证工件和刀具间的相对位置关系的附加装置,简称夹具。辅助工具:将刀具在机床上进行定位、夹紧的装置,简称辅具。2.夹具的组成部分1)定位元件起定位作用,保证工件相对于夹具的位置,可用六点定位原理来分析其所限制的自由度。2)夹紧装置将工件夹紧,以保证在加工

工件的夹紧与夹具设计.ppt
工件的夹紧与夹具设计工件在夹具中的加紧2.夹紧力的确定2)夹紧力的作用方向应使所需夹紧力最小3)夹紧力的作用方向应使工件变形尽可能小(2)夹紧力作用点的确定2)夹紧力作用点应正对支承元件或位于支承元件形成的支承面内(3)夹紧力大小的估算3.常用夹紧机构斜楔夹紧的特点:1)有增力作用,扩力比i=FJ/FQ,约等于3;2)夹紧行程小,h/s=tanα,故h远小于s;3)结构简单,但操作不方便。主要用于机动夹紧,且毛坯质量较高的场合。(2)偏心夹紧机构1)圆偏心夹紧原理及其几何特性偏心夹紧实质是一种斜楔夹紧,但
工件的夹紧PPT课件.ppt
1.3.3工件的夹紧本章目的本次课目的1.夹紧装置的组成和基本要求夹紧装置的组成夹紧装置的组成夹紧装置的设计原则工件不振动原则2、夹紧力的确定1)主要夹紧力方向应垂直于主要定位面2)夹紧力的作用方向应使所需夹紧力最小3)夹紧力的作用方向应使工件变形尽可能小13夹紧力作用点的选择1)夹紧力应作用在刚度较好部位2)夹紧力作用点应尽可能靠近加工表面夹紧力作用点的选择1-夹具体2-工件3-定位支承夹紧力作用点的选择1-夹具体2-工件3-定位支承现场讨论指出以下夹紧方案的不妥之处并提出改进意见2122夹紧力大小的确

工件的夹紧PPT课件.ppt
工件的夹紧对夹具装置的基本要求夹紧装置的组成实施夹紧力和布置夹紧点的基本原则基本夹紧机构2基本夹紧机构1基本夹紧机构3夹具的其它装置导向装置对刀装置分度装置夹具体夹具体的常见结构形式高速电主轴在卧式镗铣床上的应用越来越多,除了主轴速度和精度大幅提高外,还简化了主轴箱内部结构,缩短了制造周期,尤其是能进行高速切削,电主轴转速最高可大10000r/min以上。不足之处在于功率受到限制,其制造成本较高,尤其是不能进行深孔加工。而镗杆伸缩式结构其速度有限,精度虽不如电主轴结构,但可进行深孔加工,且功率大,可进行满