
LDS-镭雕天线工艺-培训-PPT.ppt

lj****88

1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

LDS-镭雕天线工艺-培训-PPT.ppt
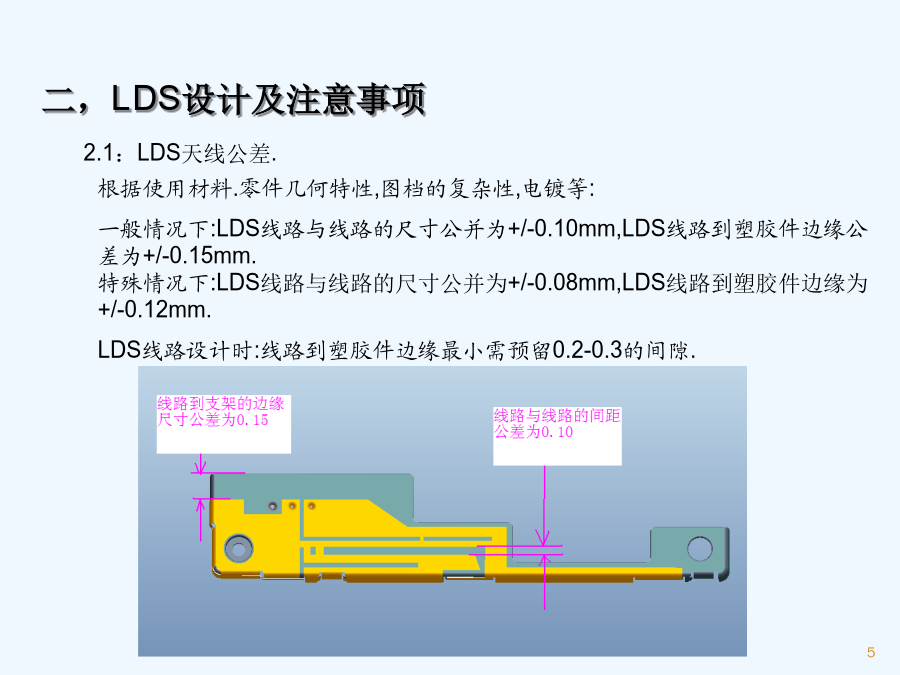
LDS-镭雕天线工艺-培训一,LDS专用塑胶材料。一,LDS专用塑胶材料。2.材质选择注意事项.根据使用材料.零件几何特性,图档的复杂性,电镀等:一般情况下:LDS线路与线路的尺寸公并为+/-0.10mm,LDS线路到塑胶件边缘公差为+/-0.15mm.特殊情况下:LDS线路与线路的尺寸公并为+/-0.08mm,LDS线路到塑胶件边缘为+/-0.12mm.LDS线路设计时:线路到塑胶件边缘最小需预留0.2-0.3的间隙.A,最小的镭雕线路宽度:0.30mm(在同一个平面上,特殊情况下为:0.20mm)B,

LDS-镭雕天线工艺-培训.ppt
LDS-镭雕天线工艺-培训一,LDS专用塑胶材料。一,LDS专用塑胶材料。2.材质选择注意事项.根据使用材料.零件几何特性,图档的复杂性,电镀等:一般情况下:LDS线路与线路的尺寸公并为+/-0.10mm,LDS线路到塑胶件边缘公差为+/-0.15mm.特殊情况下:LDS线路与线路的尺寸公并为+/-0.08mm,LDS线路到塑胶件边缘为+/-0.12mm.LDS线路设计时:线路到塑胶件边缘最小需预留0.2-0.3的间隙.A,最小的镭雕线路宽度:0.30mm(在同一个平面上,特殊情况下为:0.20mm)B,

LDS-镭雕天线工艺-培训-.ppt
LDS-天线培训资料一,LDS专用塑胶材料。一,LDS专用塑胶材料。2.材质选择注意事项.根据使用材料.零件几何特性,图档的复杂性,电镀等:一般情况下:LDS线路与线路的尺寸公并为+/-0.10mm,LDS线路到塑胶件边缘公差为+/-0.15mm.特殊情况下:LDS线路与线路的尺寸公并为+/-0.08mm,LDS线路到塑胶件边缘为+/-0.12mm.LDS线路设计时:线路到塑胶件边缘最小需预留0.2-0.3的间隙.A,最小的镭雕线路宽度:0.30mm(在同一个平面上,特殊情况下为:0.20mm)B,最小的

LDS-镭雕天线工艺-培训资料.ppt
LDS-天线培训资料一,LDS专用塑胶材料。一,LDS专用塑胶材料。2.材质选择注意事项.根据使用材料.零件几何特性,图档的复杂性,电镀等:一般情况下:LDS线路与线路的尺寸公并为+/-0.10mm,LDS线路到塑胶件边缘公差为+/-0.15mm.特殊情况下:LDS线路与线路的尺寸公并为+/-0.08mm,LDS线路到塑胶件边缘为+/-0.12mm.LDS线路设计时:线路到塑胶件边缘最小需预留0.2-0.3的间隙.A,最小的镭雕线路宽度:0.30mm(在同一个平面上,特殊情况下为:0.20mm)B,最小的

镭雕工艺培训.ppt
《关于镭雕工艺》培训会议主办单位:项目部讲师:郑海军培训时间:2008年10月22日(一)影响镭雕的几个方面(二)改善措施、方案