
六角抽孔螺栓多工位冷镦成形工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

六角抽孔螺栓多工位冷镦成形工艺.docx
六角抽孔螺栓多工位冷镦成形工艺标题:六角抽孔螺栓多工位冷镦成形工艺摘要:六角抽孔螺栓作为一种重要的连接元件,在工业生产中被广泛应用。其制作过程中的工艺选择和成形工艺对产品质量和生产效率有着重要影响。本文以六角抽孔螺栓的制作工艺为研究对象,针对现有单工位冷镦成形工艺存在的不足,提出了一种多工位冷镦成形工艺,旨在提高六角抽孔螺栓的质量和生产效率。1.引言六角抽孔螺栓是一种常见的连接元件,广泛应用于机械、汽车、航空航天等领域。其制作工艺对产品的质量和生产效率有重要影响。传统的单工位冷镦成形工艺存在着制作周期长、

冷镦六角螺栓的工艺设计.docx
冷镦六角螺栓的工艺设计冷镦六角螺栓的工艺设计摘要:本论文针对冷镦六角螺栓的工艺设计进行深入研究。首先介绍了冷镦六角螺栓的定义和特点,然后分析了其在工业生产中的应用和市场需求。接着,详细分析了冷镦工艺在制造六角螺栓中的优势和局限,并提出优化工艺。最后,结合实际案例,探讨了冷镦六角螺栓工艺设计中的关键问题。本论文旨在为冷镦六角螺栓的工艺设计提供一定的指导和借鉴。1.引言冷镦六角螺栓是一种常见的紧固件,广泛应用于机械制造、汽车制造、航空航天等领域。其具有承载能力强、安装方便、使用寿命长等特点,因此备受重视。冷镦
螺栓头部深孔的冷镦成形方法.pdf
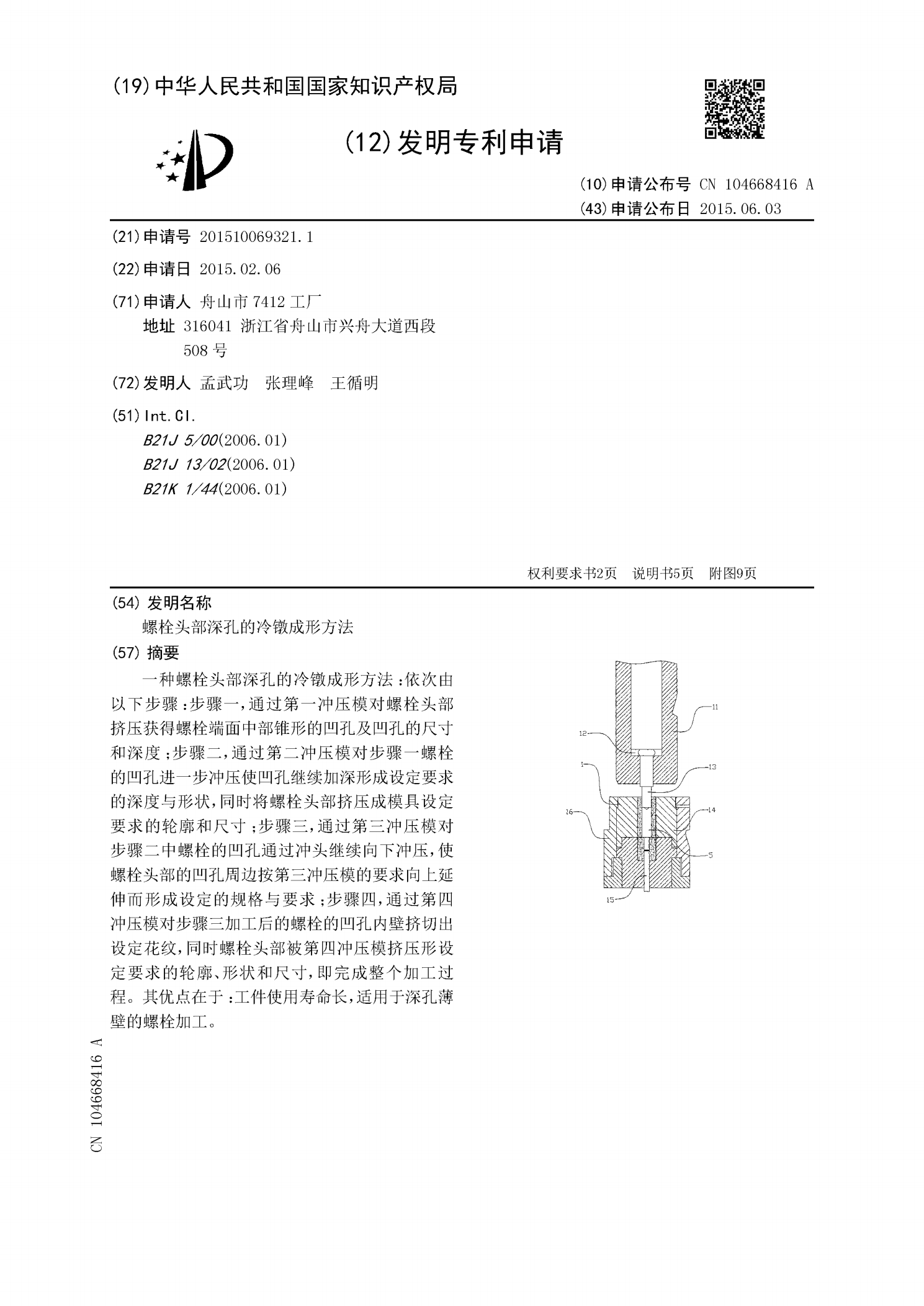
一种螺栓头部深孔的冷镦成形方法:依次由以下步骤:步骤一,通过第一冲压模对螺栓头部挤压获得螺栓端面中部锥形的凹孔及凹孔的尺寸和深度;步骤二,通过第二冲压模对步骤一螺栓的凹孔进一步冲压使凹孔继续加深形成设定要求的深度与形状,同时将螺栓头部挤压成模具设定要求的轮廓和尺寸;步骤三,通过第三冲压模对步骤二中螺栓的凹孔通过冲头继续向下冲压,使螺栓头部的凹孔周边按第三冲压模的要求向上延伸而形成设定的规格与要求;步骤四,通过第四冲压模对步骤三加工后的螺栓的凹孔内壁挤切出设定花纹,同时螺栓头部被第四冲压模挤压形设定要求的轮

偏心螺母的多工位冷镦成形工艺数值模拟及优化.docx
偏心螺母的多工位冷镦成形工艺数值模拟及优化一、引言偏心螺母是一种运用广泛的螺纹件,常用于连接机械零件,因其可实现自锁而受到广泛关注。传统的制造方法为旋转对称螺母冷镦成形,但该方法存在螺纹牙棱角过大、变形失真等问题,难以实现高精度的螺纹零部件。针对这一问题,本文提出了一种多工位冷镦成形工艺,对其进行数值模拟和优化研究。二、研究基础在多工位冷镦成形工艺中,偏心螺母的成形过程分为四个阶段,即切断、毛坯成形、初级定径和二次定径。切断是将一定长度的原材料切断为制造一颗螺母所需长度;毛坯成形是在轴向上将原材料镦成毛坯

螺旋道钉多工位冷镦成形工艺优化及数值模拟.docx
螺旋道钉多工位冷镦成形工艺优化及数值模拟螺旋道钉多工位冷镦成形工艺优化及数值模拟摘要:螺旋道钉是一种常用的建筑用螺旋钉,具有承载能力强、耐久性好等优点。为了提高螺旋道钉的生产效率和质量,本研究对螺旋道钉的多工位冷镦成形工艺进行了优化,并使用数值模拟方法验证了优化结果的有效性。关键词:螺旋道钉;多工位冷镦;工艺优化;数值模拟1.引言螺旋道钉是一种常用的建筑用螺旋钉,广泛应用于建筑结构的连接、固定等方面。螺旋道钉的生产工艺中,多工位冷镦是关键环节之一。工艺参数的优化对螺旋道钉的质量和生产效率有着重要影响。2.