
冲压模具结构与设计-PPT.ppt

lj****88


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共63页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冲压模具结构与设计-PPT.ppt
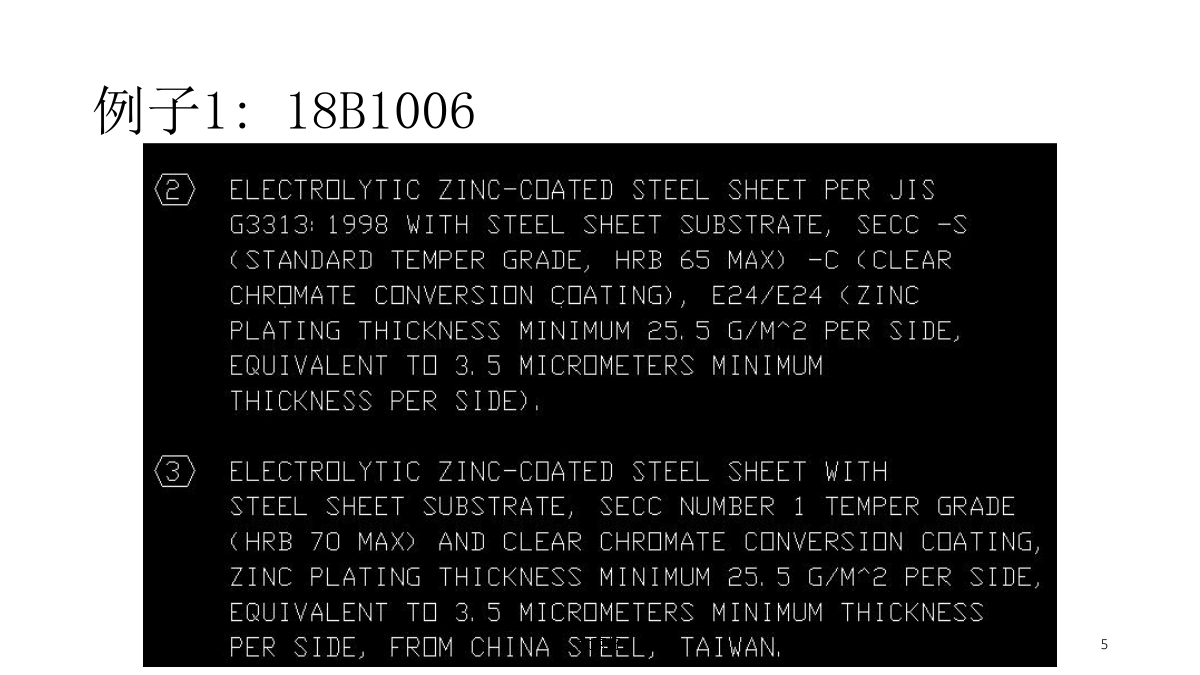
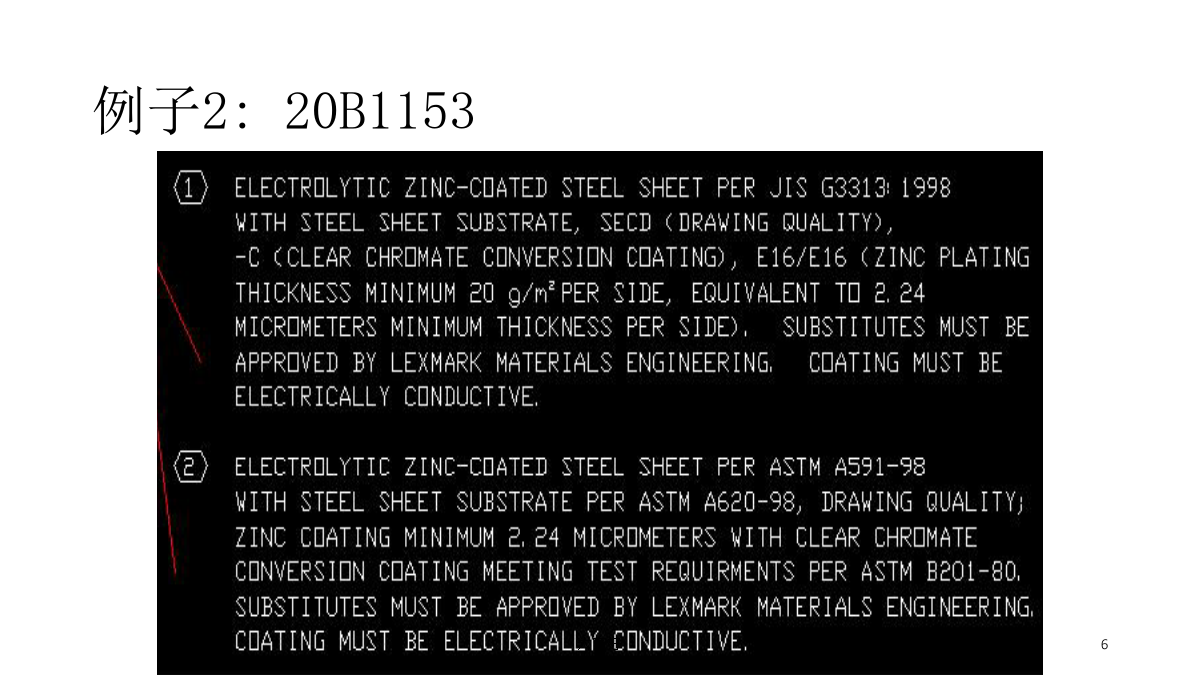
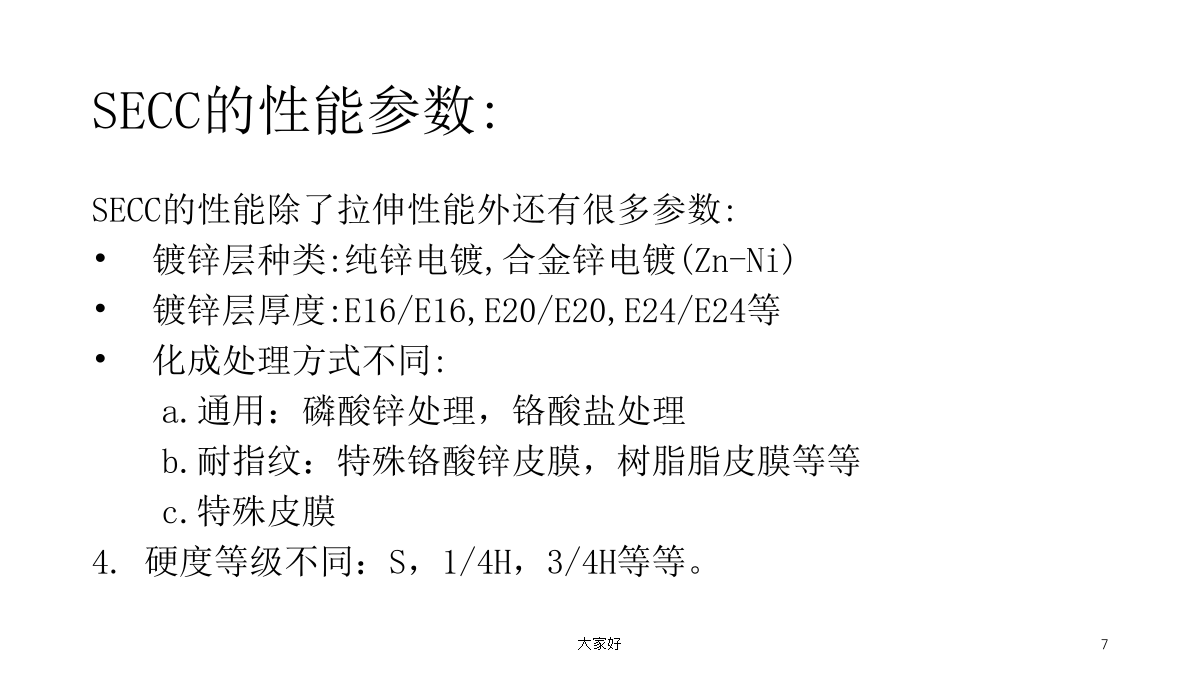
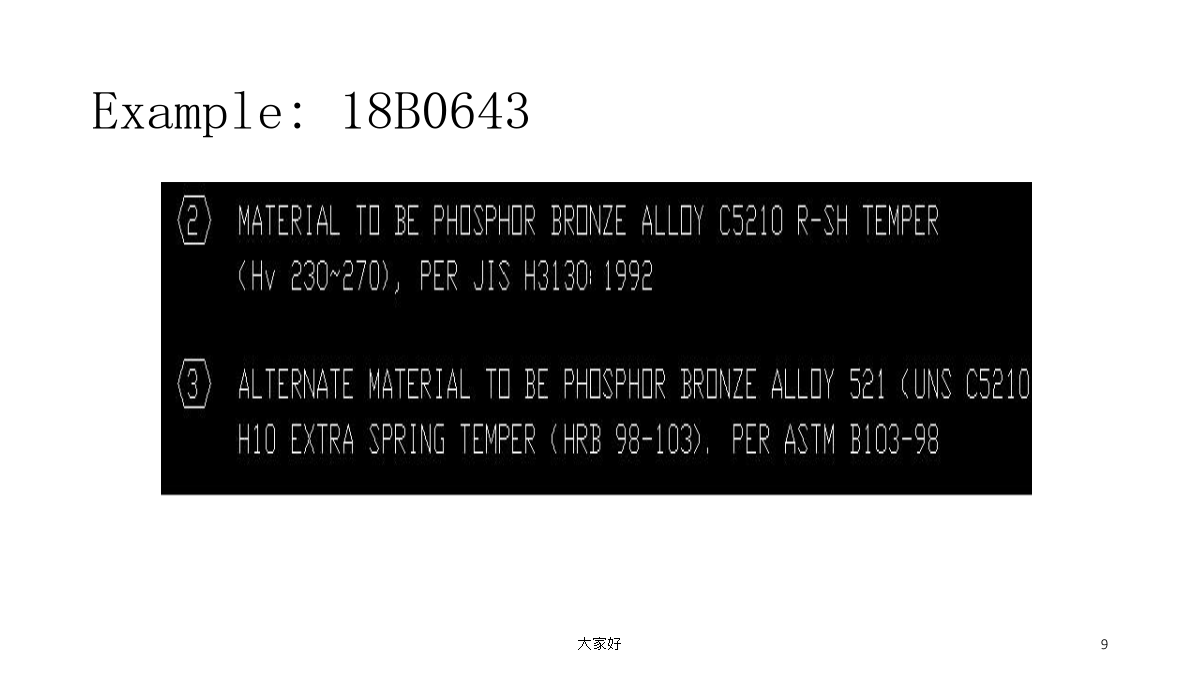
冲压模具结构与设计一.五金冲压材料介绍1.SPCC2.SECC例子1:18B1006例子2:20B1153SECC的性能参数:3.磷青铜片PBS(PhosphorBronzeSpring)Example:18B06434.不锈钢CLP常用的不锈钢材料2.SUS304含碳量低于SUS301,所以强度硬度低于301,但由于添加了Ni抗腐蚀能力较强。通过热处理能够得到较高强度和硬度的材料,广泛应用于EMI要求的cover和Bracket.3.特殊功能要求的不锈钢产品a.外观件:光面,绒面,耐指纹b.添加特殊的元
冲压模具结构与设计(课堂PPT).ppt
冲压模具结构与设计一.五金冲压材料介绍1.SPCC2.SECC例子1:18B1006例子2:20B1153SECC的性能参数:3.磷青铜片PBS(PhosphorBronzeSpring)Example:18B06434.不锈钢CLP常用的不锈钢材料2.SUS304含碳量低于SUS301,所以强度硬度低于301,但由于添加了Ni抗腐蚀能力较强。通过热处理能够得到较高强度和硬度的材料,广泛应用于EMI要求的cover和Bracket.3.特殊功能要求的不锈钢产品a.外观件:光面,绒面,耐指纹b.添加特殊的元

冲压模具结构与设计.pptx
冲压模具(mújù)结构与设计一.五金(wǔjīn)冲压材料介绍1.SPCC2.SECC例子(lìzi)1:18B1006例子(lìzi)2:20B1153SECC的性能参数:3.磷青铜(qīngtóng)片PBS(PhosphorBronzeSpring)Example:18B06434.不锈钢CLP常用(chánɡyònɡ)的不锈钢材料5.其它一些常用(chánɡyònɡ)的材料二.冲压模具(mújù)结构1.下料模结构(jiégòu)2.冲孔(chōnɡkǒnɡ)模结构3.折弯(shéwān)模结构

冲压模具结构与设计.pptx
冲压模具结构与设计一.五金冲压材料介绍1.SPCC2.SECC例子1:18B1006例子2:20B1153SECC的性能参数:3.磷青铜片PBS(PhosphorBronzeSpring)Example:18B06434.不锈钢CLP常用的不锈钢材料5.其它一些常用的材料二.冲压模具结构1.下料模结构2.冲孔模结构3.折弯模结构三.冲压模具初步介绍1.冲压工艺分析冲压能做的事情2.制作重组图3.产品图展开四.冲压模具常用标准化结构2.压筋入子结构3.压毛边入子4

冲压模具结构ppt课件.ppt
第八章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第二章第三章第三章图3-8.9图3-6.7图3-11图3-13.14.15图3-17图3-18图3-20.21图3-22图3-23图4-6.7图4-8图4-9.10图4-11图4-12图5-2刚性凸模胀形图5-3柔性模胀形图5-4轴向压缩液体的胀形方法图5-8典型的缩口模结构图图5-9夹紧装置的缩口模图5-10缩口与扩口复合模图5-1